EN
Silniční frézovací nástroje z karbidu wolframu: co jsou zač, jak fungují a jak z nich vytěžit maximum
Novinky z oboru-Co jsou silniční frézovací nástroje z karbidu wolframu a proč na nich záleží
Silniční frézovací nástroje z karbidu wolframu – také běžně nazývané tvrdokovové frézovací hroty, silniční hoblíky, zuby pro frézování za studena nebo frézy na chodníky – jsou jednotlivé řezné prvky namontované na rotujícím bubnu frézky za studena. Když silniční frézka přejíždí po povrchu asfaltové nebo betonové vozovky, jsou to tyto malé, ale mimořádně tvrdé nástroje s tvrdokovem, které dělají skutečnou práci při rozbíjení, řezání a odstraňování materiálu vozovky. Každý nástroj je precizně navržená součást skládající se z ocelového těla, tvrzeného ocelového držáku nebo blokové sestavy a hrotu z karbidu wolframu připájeného nebo nalisovaného k řeznému konci. Hrot z karbidu wolframu je obchodním koncem nástroje – je v přímém kontaktu s vozovkou a musí odolat kombinovanému namáhání nárazem, otěrem, stlačením a teplem generovaným během frézování při rychlostech otáčení bubnu, které mohou přesáhnout 100 otáček za minutu.
Důvodem, proč je karbid wolframu materiálem volby pro hroty silničních frézovacích nástrojů, je jeho mimořádná kombinace tvrdosti a odolnosti proti opotřebení. S tvrdostí přibližně 9,5 na Mohsově stupnici – hned po diamantu – a pevností v tlaku, která daleko převyšuje rychlořeznou ocel nebo jiné nástrojové materiály, si karbid wolframu zachovává svou řeznou geometrii mnohem déle než alternativní materiály, když je vystaven extrémním abrazivním podmínkám frézování vozovky. To se přímo promítá do nižší frekvence výměny nástroje, zkrácení prostojů stroje, lepší konzistence kvality řezu po celou dobu životnosti nástroje a v konečném důsledku nižších celkových nákladů na čtvereční metr frézované plochy. Při sanaci silnic a údržbě vozovek, kde je spotřeba nástrojů jednou z nejvýznamnějších variabilních provozních nákladů, má kvalita a specifikace frézovacích nástrojů z karbidu wolframu měřitelný dopad na ziskovost projektu.
Anatomie frézy z karbidu wolframu
Pochopení struktury nástroje pro frézování silnic ze slinutého karbidu pomáhá vysvětlit, proč různé konstrukce fungují odlišně v různých podmínkách vozovky a proč je přizpůsobení specifikace nástroje aplikaci tak důležité pro dosažení optimálního výkonu a životnosti nástroje.
Hrot z karbidu wolframu
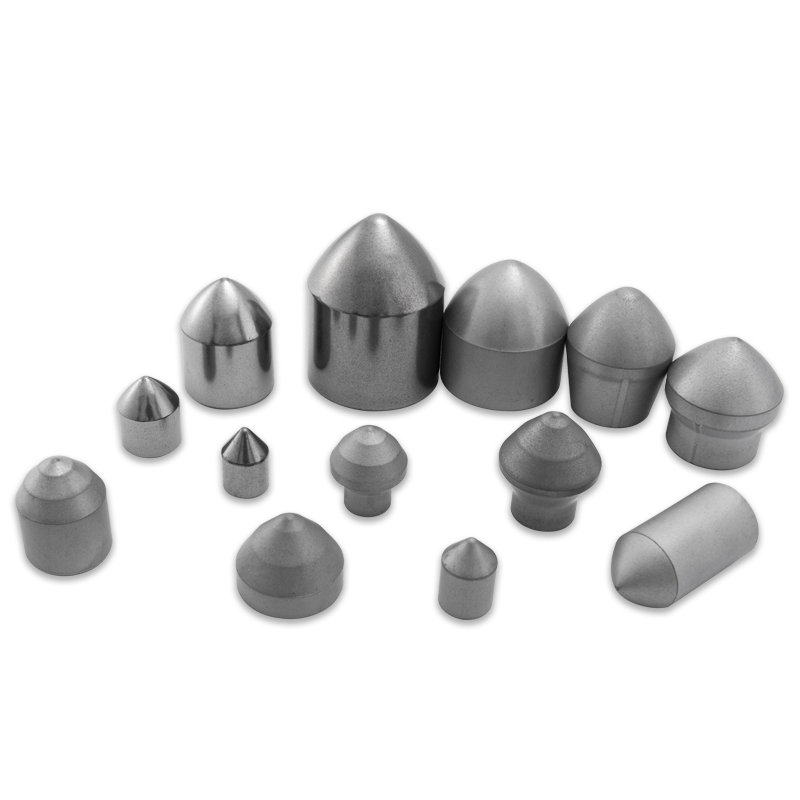
Tvrdokovový hrot je technicky nejkritičtější součástí silničního frézovacího nástroje. Vyrábí se ze slinutého karbidu wolframu — kompozitního materiálu vyrobeného slinováním prášku karbidu wolframu s kovovým pojivem, nejčastěji kobaltem, při velmi vysokých teplotách a tlacích. Vlastnosti hotového karbidového hrotu jsou určeny velikostí zrn prášku karbidu wolframu, obsahem kobaltového pojiva a podmínkami slinování. Jemnozrnné karbidové třídy s nižším obsahem kobaltu (6–8 %) poskytují maximální tvrdost a odolnost proti opotřebení, díky čemuž jsou vhodné pro aplikace s vysokým otěrem, jako je frézování tvrdého kameniva nebo betonových vozovek. Třídy s hrubším zrnem s vyšším obsahem kobaltu (10–12 %) obětují určitou tvrdost pro lepší houževnatost a odolnost proti nárazu, díky čemuž jsou vhodnější pro frézovací aplikace zahrnující rázové zatížení, jako je práce na silně popraskaných nebo nepravidelných vozovkách, kde je nástroj vystaven občasným silným nárazům. Geometrie hrotu – jeho kuželový úhel, poloměr hrotu a celkový tvar – ovlivňuje, jak efektivně proniká do chodníku a jak jsou řezné síly rozloženy tělem nástroje během frézování.
Tělo nástroje a stopka
Ocelové tělo nástroje přenáší řezné síly z tvrdokovu na držák nástroje a sestavu bubnu. Typicky se vyrábí ze středně uhlíkové legované oceli, která je tepelně zpracována tak, aby poskytovala pečlivě vyváženou kombinaci povrchové tvrdosti – aby odolala abrazivnímu opotřebení od materiálu vozovky proudícího kolem těla během řezání – a houževnatosti jádra, která absorbuje nárazové zatížení bez praskání. Průměr stopky je normalizovaný rozměr, který musí odpovídat otvoru držáku nástroje, do kterého je vložen. Nejběžnější průměr stopky pro silniční frézovací nástroje je 22 mm, i když stopky 25 mm a 30 mm se používají u těžkých strojů a specifických konfigurací bubnů. Kolem základny tvrdokovového břitu se u prémiových nástrojů často používá navařovací kroužek chránící proti opotřebení, který chrání ocelové tělo v zóně s vysokým opotřebením bezprostředně za břitem, prodlužuje životnost těla a snižuje frekvenci výměny celého nástroje, i když je karbidový břit stále provozuschopný.
Systém držáků nástrojů a bloků
Nástroje pro frézování silnic nejsou přivařeny přímo k bubnu. Vkládají se do držáků nástrojů – nazývaných také držáky bloků nebo základní bloky – které jsou přivařeny k povrchu bubnu ve specifickém vzoru. Držák nástroje plní dvě kritické funkce: zajišťuje přesné úhlové umístění nástroje vzhledem k povrchu bubnu, které určuje geometrii řezu a tok materiálu, a umožňuje rychlou výměnu nástroje na poli bez nutnosti svařovat nebo obrábět samotný buben. Rozhraní mezi nástrojem a držákem využívá systém uchycení pružiny – obvykle pojistný kroužek nebo pružinová spona kolem stopky nástroje – který bezpečně drží nástroj během provozu a zároveň umožňuje jeho vyražení pomocí unášeče a výměnu během několika sekund při opotřebení. Samotné tělo držáku je předmětem opotřebení, který je také nutné pravidelně sledovat a vyměňovat, protože nadměrné opotřebení držáku způsobuje nesouosost nástroje, což urychluje poškození tvrdokovového hrotu a snižuje kvalitu frézování.
Jak jsou karbidové frézovací nástroje uspořádány na bubnu a proč na tom záleží
Vzor, ve kterém silniční frézovací nástroje z karbidu wolframu jsou namontovány na bubnu – jejich rozteč, úhlová orientace a uspořádání řádků – jsou při určování výkonu frézování stejně důležité jako samotné nástroje. Konfigurace bubnu je navržena tak, aby vyvážila několik protichůdných požadavků: účinnost řezání, kvalitu textury povrchu, tok materiálu pouzdrem bubnu, vibrační charakteristiky a rozložení řezného zatížení mezi jednotlivé nástroje.
Nástroje jsou uspořádány ve šroubovicových řadách po obvodu bubnu, přičemž úhel šroubovice a vzdálenost mezi nástroji v každé řadě určuje vzor řezu ponechaný na frézovaném povrchu. Jemnější rozteč nástrojů – více nástrojů na jednotku šířky bubnu – vytváří hladší vyfrézovanou povrchovou strukturu s menšími rýhami mezi jednotlivými řezy nástroje, což je důležité, když bude frézovaný povrch použit jako dočasná pojezdová plocha před opravou nebo když je pravidelnost povrchu kritická pro následnou přilnavost vrstvy dlažby. Širší rozteč nástrojů vytváří hrubší strukturu, která generuje agresivnější úběr materiálu na nástroj a snižuje spotřebu energie na jednotku plochy, což může být výhodné při operacích hlubokého frézování, kde je produktivita upřednostňována před kvalitou povrchové úpravy.
Úhlová orientace každého držáku nástroje na bubnu – jak radiální úhel (jak daleko dopředu se nástroj nakloní ve směru otáčení), tak boční úhel (boční náklon osy nástroje vzhledem k ose bubnu) – řídí, jak tvrdokovový hrot zabírá s vozovkou, jak jsou rozloženy řezné síly a jak je frézovaný materiál směrován do dopravníkového systému. Přesnost v konstrukci bubnu je jedním z klíčových rozdílů mezi vysoce výkonnými frézkami od předních výrobců a méně kvalitními alternativami, které mohou dosáhnout přijatelné rychlosti úběru materiálu, ale produkují horší povrchovou strukturu, vyšší míru opotřebení nástrojů a větší vibrace stroje.
Typy silničních frézovacích nástrojů z tvrdokovu a jejich specifické aplikace
Trh s nástroji pro frézování silnic nabízí několik různých typů nástrojů optimalizovaných pro různé materiály vozovek, hloubky frézování, velikosti strojů a priority výkonu. Výběr správného typu nástroje pro konkrétní aplikaci je jedním z nejpůsobivějších rozhodnutí při řízení nákladů na frézovací nástroje a produktivity.
| Typ nástroje | Karbidová geometrie hrotu | Nejlepší aplikace | Klíčová výhoda |
| Standardní kónický hrot | Špičatý kužel, střední poloměr špičky | Generální frézování asfaltu, odstraňování povrchových vrstev | Všestranné, cenově výhodné, široce dostupné |
| Balistická špička | Zaoblený balistický profil, větší rádius špičky | Asfalt z tvrdého kameniva, abrazivní materiály na vozovku | Vynikající odolnost proti opotřebení ve vysoce abrazivních podmínkách |
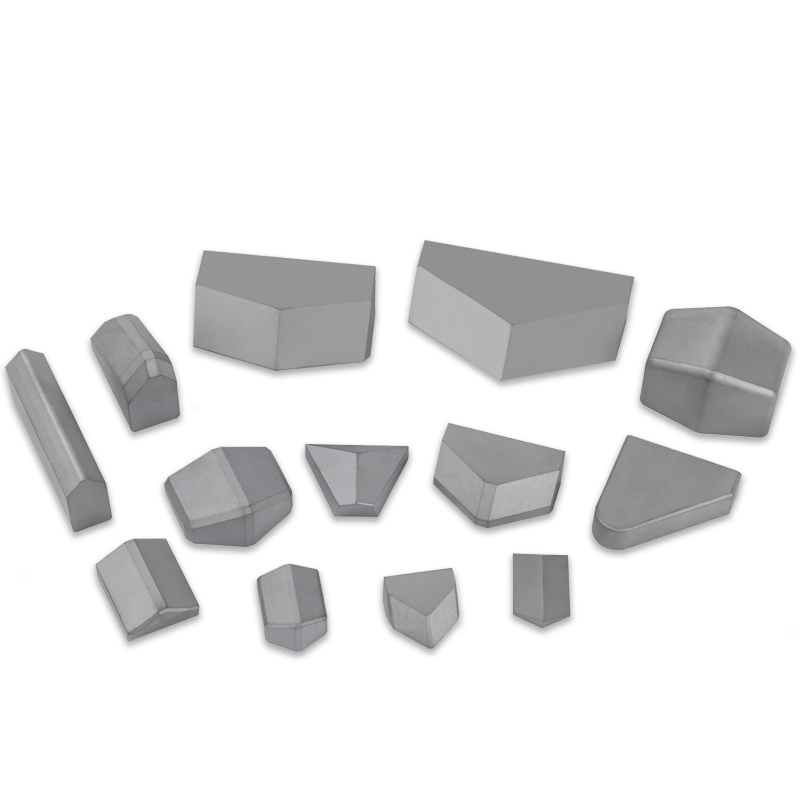
| Ploché nebo sekáčové trsátko | Plochý nebo mírně zakřivený obličej | Jemné frézování, profilování povrchu, řezání drnčích pásů | Vytváří hladší povrchovou strukturu, přesné ovládání hloubky |
| Frézovací trn na beton | Extra silná špička, zesílené tělo | Odstraňování betonových vozovek z portlandského cementu | Vysoká rázová houževnatost pro chování betonu při křehkém lomu |
| Ekonomická / standardní třída | Standardní geometrie, nižší tvrdokovová třída | Asfalt s nízkým otěrem, krátká doba trvání projektu | Nižší počáteční náklady tam, kde životnost nástroje není primární hnací silou |
| Prémiová / prodloužená třída | Optimalizovaná geometrie, vysoce kvalitní karbid, zesílené tělo | Vysokoprodukční frézování, abrazivní nebo variabilní dlažba | Maximální životnost nástroje, nejnižší náklady na metr čtvereční v rámci celého projektu |
Faktory, které určují, jak dlouho tvrdokovové frézovací bity vydrží na poli
Životnost nástroje je metrikou, která nejpříměji určuje provozní ekonomiku projektu frézování silnic. Počet čtverečních metrů vozovky, které lze vyfrézovat na sadu nástrojů, se enormně liší – od několika tisíc metrů čtverečních v nejnáročnějších podmínkách až po desítky tisíc metrů čtverečních v příznivých podmínkách – a pochopení proměnných, které řídí tuto variaci, pomáhá operátorům a projektovým manažerům činit lepší rozhodnutí o výběru nástrojů, nastavení stroje a provozních postupech.

Tvrdost materiálu vozovky a typ kameniva
Jediným nejvlivnějším faktorem životnosti karbidového frézovacího nástroje je tvrdost a abrazivita materiálu vozovky, který je řezán. Asfaltové vozovky obsahující tvrdé vyvřelé kamenivo, jako je křemenec, žula nebo čedič, jsou výrazně abrazivnější než vozovky používající měkčí vápencové nebo pískovcové kamenivo a rychlost opotřebení nástrojů může být za stejných podmínek frézování dvakrát až čtyřikrát vyšší. Železobeton je nejnáročnější materiál – kombinace tvrdého kameniva, cementové pasty a ocelové výztuže vytváří extrémní opotřebení a rázové zatížení, které omezuje životnost nástroje na malý zlomek toho, co je dosažitelné v asfaltu. Pochopení geologie kameniva frézovaného chodníku před zahájením práce je důležitým vstupem pro realistické předpovídání spotřeby nástrojů.
Hloubka frézování a provozní parametry stroje
Hlubší frézovací řezy zvyšují zatížení na nástroj, teplo generované na řezném rozhraní a objem materiálu, který musí každý nástroj zpracovat za jednotku času, což vše urychluje opotřebení. Provoz frézky při rychlostech vpřed, které jsou vyšší, než je vhodné pro hloubku frézování a tvrdost vozovky, zvyšuje zatížení třísky na každý nástroj a může způsobit lom karbidového hrotu spíše než postupné opotřebení brusivem – mnohem destruktivnější způsob selhání. Důležitá je také rychlost otáčení bubnu: běh bubnu rychleji, než je pro materiál nutné, zvyšuje frekvenci nárazů bez zvýšení produktivity a zvyšuje teplotu hrotu, což snižuje tvrdost karbidu a urychluje opotřebení. Optimalizace kombinace rychlosti vpřed, hloubky frézování a rychlosti otáčení bubnu pro konkrétní materiál vozovky je jednou z nejúčinnějších pák pro prodloužení životnosti nástroje, aniž by došlo ke snížení rychlosti výroby.
Výkon vodního sprejového systému
Silniční frézy jsou vybaveny systémem vodního postřiku, který během provozu nasměruje vodu na buben a nástroje. Tento systém slouží dvěma kritickým funkcím: chlazení karbidových hrotů, aby se zabránilo tepelným ztrátám tvrdosti a tepelnému popraskání, a potlačení oblaku prachu, který vzniká při procesu frézování. Správně fungující systém postřiku vodou s přiměřeným průtokem a správným umístěním trysek zaměřených na každou řadu nástrojů může prodloužit životnost tvrdokovového nástroje o 20–40 % ve srovnání s provozem bez vody nebo se špatně udržovaným postřikovacím systémem. Zablokované nebo špatně nastavené trysky jsou častou a snadno přehlédnutelnou příčinou předčasného opotřebení nástroje a kontrola systému rozstřikování na začátku každé směny by měla být standardní součástí nastavení stroje.
Sledování rotace a opotřebení nástroje
Frézovací hroty z karbidu wolframu jsou navrženy tak, aby se během provozu volně otáčely ve svých držácích a rovnoměrně rozkládaly opotřebení po obvodu tvrdokovového hrotu. Nástroj, který se nemůže otáčet – protože otvor jeho držáku je opotřebovaný, znečištěný úlomky nebo stopka nástroje je zkorodovaná – se opotřebovává asymetricky a vytváří ploché místo na jedné straně hrotu, což dramaticky snižuje jeho řeznou účinnost a životnost. Pravidelná kontrola rotace nástroje během provozu, mazání stopek nástroje během výměny a výměna opotřebovaných držáků dříve, než způsobí omezení rotace nástroje, jsou základními postupy pro maximalizaci návratnosti investic do prémiových karbidových nástrojů.
Jak kontrolovat, vyměňovat a spravovat frézovací nástroje z karbidu wolframu na zakázku
Efektivní správa nástrojů v terénu vyžaduje systematický přístup ke kontrole, plánování výměny a vedení záznamů, který přesahuje prostou výměnu nástrojů, když viditelně selžou. Program proaktivní správy nástrojů snižuje neplánované prostoje, zlepšuje konzistenci kvality povrchu a snižuje celkové náklady na nástroj na projekt včasným zachycením vzorců opotřebení a řešením jejich hlavních příčin dříve, než dojde k jejich eskalaci.
- Stanovte si pravidelný interval kontroly: Kontrolujte plný buben v definovaném intervalu – obvykle každé 2–4 hodiny frézovacího provozu v závislosti na podmínkách – spíše než čekat, až se objeví viditelné problémy. Opotřebení nástroje v rané fázi je mnohem snazší a levnější než při katastrofálním selhání nástroje, které poškodí držáky a součásti bubnu. Použijte baterku a zrcátko ke kontrole spodní strany bubnu, když je v klidu a stroj je bezpečně vypnutý a zablokovaný.
- Nahraďte nástroje ve skupinách, nikoli jednotlivě: Pokud více nástrojů v řadě nebo sekci vykazuje značné opotřebení, vyměňte raději celou skupinu než jen nejvíce opotřebované jednotlivé nástroje. Sady nástrojů se smíšeným opotřebením vytvářejí nerovnoměrné rozložení zatížení napříč bubnem, přetěžují novější nástroje sousedící s těmi silně opotřebovanými a urychlují jejich opotřebení. Výměna nástrojů v systematických skupinách udržuje konzistentní profil opotřebení napříč bubnem.
- Při každé výměně nástroje zkontrolujte držáky: Změřte průměr vrtání držáku pomocí měřidla nebo zkontrolujte, zda není viditelné oválné opotřebení, praskliny nebo tepelná změna barvy, kdykoli je nástroj vyjmut. Otvor držáku, který má opotřebený nadměrný rozměr – obvykle o více než 0,5 mm nad jmenovitým průměrem otvoru – neudrží stopku nového nástroje správně, zabrání otáčení nástroje a způsobí předčasné opotřebení náhradního nástroje. Opotřebené držáky ihned vyměňte, než je znovu použijte.
- Zaznamenejte spotřebu nástroje podle polohy bubnu: Sledování, které pozice na bubnu spotřebovávají nástroje nejrychleji, odhaluje systematické vzorce opotřebení, které indikují specifické provozní problémy – nedostatečné pokrytí vodní sprchou na určitých řadách, nesouosost držáku v sekci bubnu nebo stav vozovky, který je zvláště agresivní v určitých oblastech řezu. Tato data jsou neocenitelná pro diagnostiku a nápravu problémů s opotřebením, které způsobují kořeny, spíše než pro jednoduchou reaktivní výměnu nástrojů.
- Používejte správné nástroje pro extrakci a instalaci nástrojů: Používání improvizovaných nebo nesprávných unášecích razníků a instalačních nástrojů k vyjímání a usazování frézovacích trnů poškozuje stopky nástroje, otvory držáku a přídržné pružinové spony, což způsobuje problémy s usazením, které ovlivňují jak zabezpečení nástroje, tak výkon rotace. Vždy používejte nástroje pro odsávání a instalaci specifikované výrobcem a proškolte všechny pracovníky v terénu o správném postupu, než jim umožníte provádět údržbu bubnu.
- Správně skladujte náhradní nářadí a držáky: Karbid wolframu je křehký a může se odštípnout nebo prasknout, pokud jsou nástroje volně vhozeny do kovového skladovacího koše, kde se během přepravy srazí. Náhradní nástroje skladujte v dělených podnosech nebo trubkových držácích, které zabraňují kontaktu mezi jednotlivými karbidovými hroty. Skladujte v suchu, aby se zabránilo korozi stopky, která zhoršuje rotaci a ztěžuje budoucí vytahování nástroje.
OEM versus Aftermarket Karbidové frézovací nástroje: Jak vyhodnotit skutečný rozdíl v nákladech
Jedním z nejčastějších nákupních rozhodnutí, kterým čelí dodavatelé silničního frézování, je, zda použít frézovací nástroje z karbidu wolframu od výrobce originálního vybavení (OEM) nebo náhradní alternativy od dodavatelů třetích stran. Cenový rozdíl mezi OEM a náhradními nástroji pro frézování silnic z tvrdokovu může být značný – nástroje pro náhradní díly jsou často o 30–60 % levnější na jednotku než ekvivalenty OEM – ale relevantní srovnání není jednotková cena, ale cena za metr čtvereční frézované vozovky, která závisí na životnosti nástroje, poruchovosti a případných následných nákladech z poškození držáku nebo problémů s kvalitou povrchu.
Prémiové OEM karbidové frézovací nástroje od výrobců jako Wirtgen, Kennametal, Element Six a Betek jsou navrženy a testovány speciálně pro konfigurace bubnů a provozní podmínky strojů, se kterými jsou dodávány. Používají přesně specifikované tvrdokovové třídy, optimalizované geometrie hrotu a řízené tepelné zpracování těla nástroje, které jsou ověřeny tak, aby poskytovaly definované cíle životnosti nástroje ve specifikovaných podmínkách. Tolerance tvrdokovové třídy a geometrie hrotu u prémiových nástrojů OEM jsou přísnější než u mnoha levnějších alternativ na trhu s náhradními díly a tato konzistence se odráží v předvídatelnější životnosti nástroje a nižší poruchovosti v provozu.
Renomovaní dodavatelé karbidových frézovacích nástrojů na trhu s náhradními díly, kteří investují do metalurgické kontroly kvality, používají ekvivalentní karbidové třídy a vyrábějí v rozměrových tolerancích kompatibilních s cílovými držáky, mohou nabídnout skutečnou hodnotu. Riziko spočívá v méně kvalitních nástrojích pro trh s náhradními díly, které používají méně kvalitní karbidové třídy s hrubší strukturou zrna a nekonzistentním obsahem kobaltu, špatně kontrolované připájení hrotu k tělu, které vede k předčasné ztrátě hrotu, nebo rozměrové tolerance, které mají za následek špatné usazení v držáku a omezenou rotaci nástroje. Vyhodnocování nástrojů pro trh s náhradními díly vyžaduje provádění kontrolovaných provozních zkoušek, které porovnávají celkové náklady na metr čtvereční – zohledňující spotřebu nástroje, opotřebení držáku a případné problémy s kvalitou – spíše než pouhé porovnávání nákupní ceny za nástroj. Nástroj, který stojí o 40 % méně, ale opotřebovává se dvakrát rychleji, nepřináší žádné úspory nákladů a může přinést dodatečné náklady v důsledku zvýšeného opotřebení držáku a prostojů bubnu.
Přizpůsobení specifikací karbidového nástroje běžným aplikacím silničního frézování
Různé aplikace silničního frézování kladou zásadně odlišné požadavky na frézovací nástroje z karbidu wolframu a použití univerzálního nástroje ve všech aplikacích je jen zřídka nákladově nejefektivnějším přístupem. Přizpůsobení specifikací nástroje typu aplikace je přímý způsob, jak zlepšit ekonomiku nástroje, aniž byste museli měnit objem nákupu nebo vyjednávat lepší ceny.
- Odstraňování povrchové vrstvy (hloubka 0–40 mm) na městských komunikacích: Jedná se o nejobjemnější aplikaci pro dodavatele silničního frézování a zahrnuje relativně mělké řezání standardního asfaltu při středních rychlostech stroje. Standardní kónické tvrdokovové hroty ze středního tvrdokovu jsou vhodnou volbou. Prioritou je stálá životnost nástroje a kvalita povrchu spíše než extrémní odolnost proti opotřebení a standardní třídy obvykle poskytují nejlepší výsledek v ceně za metr čtvereční v těchto předvídatelných podmínkách.
- Hloubkové frézování a rekultivace v plné hloubce (40–300 mm): Hloubkové frézování vystavuje nástroje podstatně vyššímu zatížení a teplotám než povrchové frézování a větší kusy frézovaného materiálu vytvářené v hloubce vytvářejí větší rázové zatížení jednotlivých nástrojů. Špičky z karbidu prvotřídní kvality se zesíleným tělem a vyšším obsahem kobaltu pro lepší rázovou houževnatost jsou zde lepší volbou, i když jednotková cena je vyšší, protože zlepšená houževnatost při velkém rázovém zatížení zabraňuje lomům hrotu, které činí standardní nástroje neekonomickými při aplikacích hlubokého frézování.
- Frézování dálnic a letišť tvrdým kamenivem: Silniční vozovky s vysokým provozem často používají křemencové nebo žulové kamenivo, které vytváří extrémní otěr na karbidových hrotech nástrojů. Břity z karbidu s balistickým hrotem s jemnozrnnými karbidovými třídami s nízkým obsahem kobaltu, které jsou speciálně formulovány pro maximální odolnost proti opotřebení v podmínkách s vysokým otěrem, budou v těchto aplikacích trvale překonávat standardní vrtáky a poskytují výrazně více čtverečních metrů na nástroj i přes vyšší jednotkovou cenu.
- Frézování a vertikutace betonové vozovky: Frézování betonu z portlandského cementu je nejnáročnější aplikací pro nástroje pro frézování silnic z tvrdokovu. Extrémní tvrdost betonového kameniva v kombinaci s chováním betonu při křehkém lomu, které vytváří velké nepravidelné kusy materiálu a vysoké rázové zatížení nástrojů, vyžaduje speciální frézy na beton s extra silnými karbidovými hroty, vyztužená ocelová tělesa a tvrdokovové třídy optimalizované pro houževnatost nad čistou tvrdostí. Používání hrotů pro frézování asfaltu v betonu je falešná ekonomika — poruchovost a spotřeba nástrojů daleko převyšuje rozdíl v nákladech mezi univerzálními nástroji a nástroji pro konkrétní beton.
Naše produkty //
Související produkty