EN
Vložky z karbidu wolframu pro stroje na vrtání tunelů: Co jsou zač a proč na nich záleží
Novinky z oboru-Role destiček z karbidu wolframu při vrtání tunelů
Vložky z karbidu wolframu pro stroje na vrtání tunelů jsou primárními řeznými prvky zodpovědnými za lámání, škrábání a rozmělňování horninových a půdních útvarů na čele tunelu. Každý metr postupu tunelu v podmínkách tvrdého nebo smíšeného terénu závisí na schopnosti těchto břitových destiček udržet si svou řeznou geometrii, odolávat abrazivnímu opotřebení a absorbovat enormní nárazové a tlakové síly, které vznikají, když rotující řezná hlava narazí v hloubce na horninu. Bez řádně specifikovaných a udržovaných karbidových břitových destiček prudce klesá rychlost penetrace, stoupá spotřeba fréz a ekonomika celého projektu tunelování se rychle zhoršuje.
Samotné břitové destičky jsou kompaktní součásti – obvykle v rozsahu od několika milimetrů do několika centimetrů v jejich kritických rozměrech – ale jsou konstruovány s výjimečně vysokou úrovní přesnosti. Třída karbidu wolframu, obsah pojiva, velikost zrna, geometrie břitové destičky a pájecí nebo lisovaný montážní systém jsou všechny proměnné, které výrobce břitové destičky optimalizuje pro konkrétní řeznou aplikaci. Specifikace tvrdokovové břitové destičky, která dobře funguje ve vápenci, se předčasně opotřebí nebo praskne v žule nebo křemenci a naopak. Pochopení, proč tomu tak je – a jak udělat správnou volbu specifikace – je praktickými znalostmi, které oddělují efektivní nákup nástrojů TBM od drahého pokusu a omylu v terénu.
Co je karbid wolframu a proč se používá v řezných nástrojích TBM
Karbid wolframu (WC) je chemická sloučenina wolframu a uhlíku, která je ve své čisté slinuté formě jedním z nejtvrdších dostupných technických materiálů – po diamantu a kubickém nitridu boru mezi komerčně praktickými materiály pro řezné nástroje. V produktech ze slinutého karbidu používaných pro břitové destičky TBM jsou zrna karbidu wolframu spojena kovovým pojivem – téměř univerzálně kobaltem (Co), ačkoli nikl a nikl-chromová pojiva se používají ve specifických stupních odolných vůči korozi – procesem práškové metalurgie zahrnujícím lisování a slinování v kapalné fázi při teplotách nad 1300 °C.
Výsledkem je kompozitní materiál, ve kterém tvrdá zrna WC poskytují extrémní tvrdost a odolnost proti opotřebení, zatímco matrice kobaltového pojiva poskytuje houževnatost a odolnost proti zlomení při nárazu. Kritickým poznatkem je, že tvrdost a houževnatost existují v tahu u slinutého karbidu – zvýšení jednoho obecně jde na úkor druhého. Třídy s nízkým obsahem kobaltu a jemnou zrnitostí jsou tvrdší a odolnější proti opotřebení, ale křehčí; třídy s vyšším obsahem kobaltu a hrubší zrnitostí jsou houževnatější a odolnější proti nárazu, ale rychleji se opotřebovávají v abrazivních podmínkách. Výběr správné třídy pro karbidové břitové destičky TBM znamená nalezení optimální polohy na tomto kompromisu mezi tvrdostí a houževnatostí pro konkrétní typ horniny, abrazivitu formace a použitý řezný mechanismus.
Konkrétně pro aplikace TBM překonává slinutý karbid všechny praktické alternativy. Ocelové hroty postrádají tvrdost, aby odolávaly opotřebení abrazivními horninami při přijatelné rychlosti pronikání. Keramika nabízí konkurenceschopnou tvrdost, ale nedostatečnou lomovou houževnatost, aby přežila rázové zatížení na čele tunelu. Nástroje s diamantovým hrotem se používají ve specifických vysoce hodnotných aplikacích, ale jsou nepraktické pro objem řezných prvků potřebných na celé řezné hlavě TBM. Kombinace tvrdosti, houževnatosti, tepelné stability a vyrobitelnosti slinutého karbidu v průmyslovém měřítku z něj činí standardní řešení pro břitové destičky z tvrdé horniny a smíšeného broušení TBM v globálním tunelářském průmyslu.
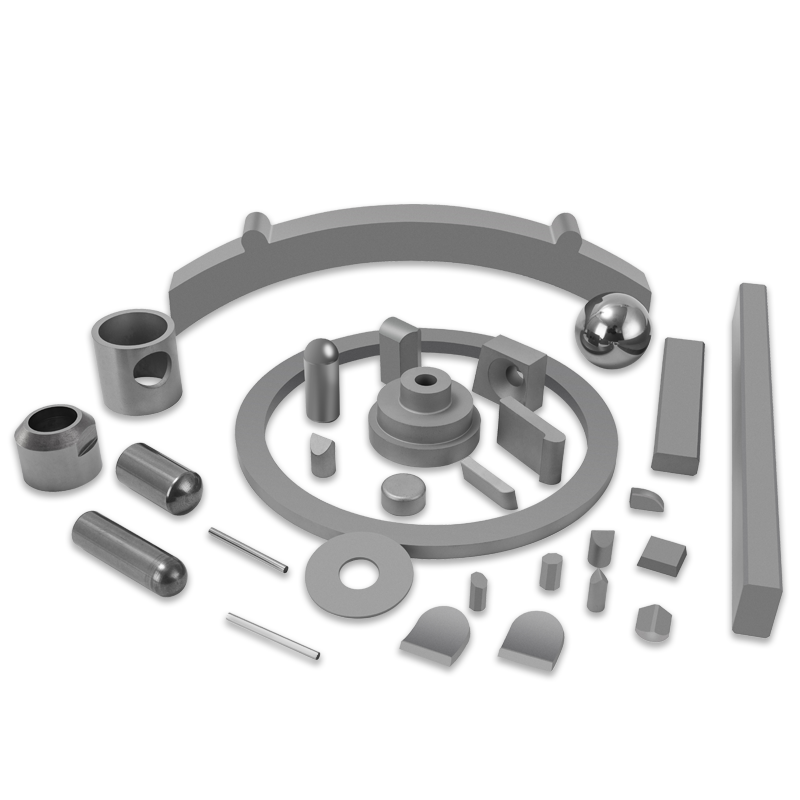
Typy karbidových destiček TBM a jejich funkce
Ne všechny břitové destičky z karbidu wolframu na řezné hlavě TBM plní stejnou funkci. Řezací hlava je složitá sestava různých typů nástrojů, z nichž každý je umístěn tak, aby vykonával specifický úkol v procesu lámání hornin a odstraňování materiálu. Pochopení rozdílů mezi těmito typy břitových destiček je základem pro specifikaci správné třídy tvrdokovu a geometrie pro každou pozici.
Kotoučové řezací vložky
Kotoučové řezačky jsou primárními řeznými nástroji na tvrdých TBM. Kotoučová řezačka se skládá z ocelového kroužku — kotouče — namontovaného na sestavě náboje, která umožňuje její volné otáčení při otáčení řezné hlavy. Hrana disku se dotýká skalní stěny a generuje tahové lomy prostřednictvím valivého vtlačovacího mechanismu spíše než přímého řezání. Vložky z karbidu wolframu v aplikacích kotoučových fréz jsou obvykle zapuštěny do okraje kotoučového kroužku nebo se používají jako materiál kontaktního okraje v konstrukcích kompozitních kotoučů. Tyto vložky musí odolávat vysokému tlakovému namáhání v místě kontaktu s horninou, únavovému zatížení opakovanými nárazovými cykly a abrazivnímu opotřebení tvrdými minerály – zejména křemenem – v matrici horniny. Typy se středním obsahem kobaltu (8–12 % Co) a jemnou až střední velikostí zrna jsou běžně specifikovány pro kotoučové frézy v aplikacích s tvrdou horninou.
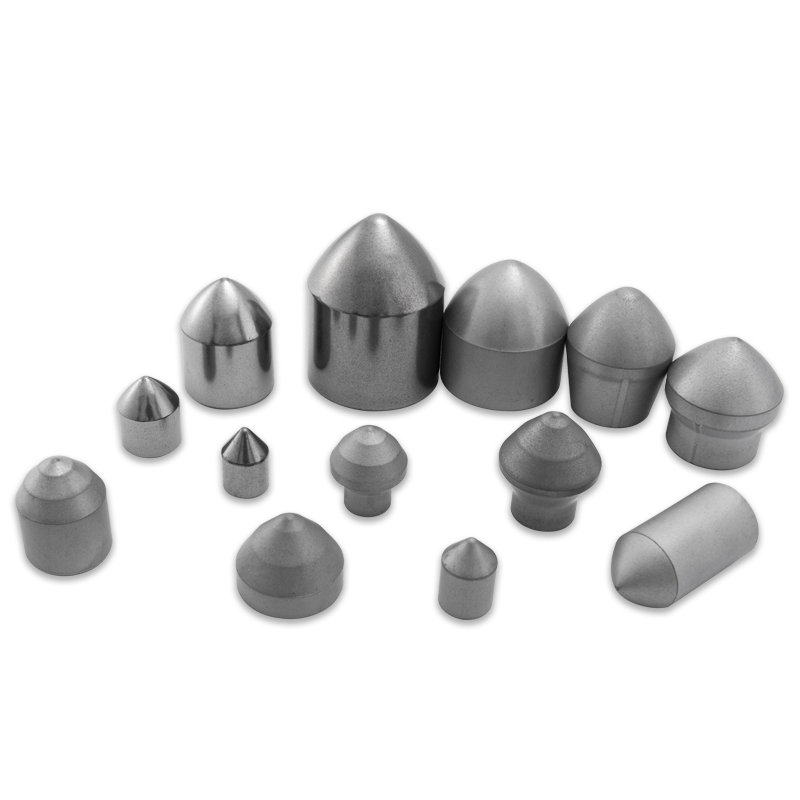
Vložky tlačítek a čepů pro nástroje tažení
V podmínkách měkkého až středně tvrdého terénu a smíšených povrchů používají TBM tahací nástroje – trsátka, škrabky a kalibrové frézy – vybavené knoflíky z karbidu wolframu nebo čepovými vložkami, které zapojují formaci škrabáním nebo stříháním. Knoflíkové vložky jsou polokulovité nebo karbidové s balistickým profilem zalisované do ocelového těla nástroje; čepové vložky jsou válcové stopky s kaleným hrotem, rovněž zalisované nebo připájené do připravených sedel. Tyto břitové destičky jsou vystaveny nižším tlakovým zatížením než destičky kotoučových fréz, ale jsou vystaveny vyšším bočním smykovým silám a proměnnějšímu nárazu ze smíšených kontaktů horniny a zeminy. Třídy s vyšším obsahem kobaltu (12–16 % Co) a hrubší velikostí zrna poskytují houževnatost potřebnou k odolnosti proti lomu za těchto podmínek zatížení, za cenu určité odolnosti proti otěru ve srovnání s tvrdšími druhy s nízkým obsahem kobaltu.
Měřidla a vložky do řezáků
Měřicí frézy jsou umístěny na vnějším obvodu řezné hlavy TBM a řežou profil tunelu na požadovaný průměr. Zažívají kombinaci nejvyšších řezných rychlostí – protože urazí největší obvodovou vzdálenost na jednu otáčku – a značného rázového zatížení z nepravidelností profilu a smíšených půdních podmínek na hranici tunelu. Měřicí břitové destičky jsou vystaveny některým z nejnáročnějších podmínek opotřebení na břitové hlavě, a proto jsou často specifikovány v tvrdších jakostech nebo s většími rozměry břitových destiček, které poskytují větší objem karbidu, aby odolávaly opotřebení před výměnou břitové destičky.
Lopatkové kolečko a vložky hrotů paprsků
U EPB (Earth Pressure Balance) a kalových TBM pracujících v měkkých nebo smíšených podmínkách povrchu jsou paprsky řezné hlavy a otvory lopatek opatřeny opotřebitelnými prvky s tvrdokovovými hroty, které chrání ocelovou konstrukci před abrazivním opotřebením, když je uvolněný materiál nabírán do stroje. Tyto ochranné vložky proti opotřebení jsou obecně specifikovány jako vysoce houževnaté, které odolávají nárazu úlomků hornin a tvrdých inkluzí v proudu bahna, přičemž upřednostňují strukturální integritu před ostrostí řezné hrany.
Výběr jakosti karbidu podle typu horniny a abrazivity
Geologické podmínky na čele tunelu jsou hlavním faktorem při výběru tvrdokovové břitové destičky. Abrazivita hornin – kvantifikovaná pomocí standardizovaných testů, jako je Cercharův index abrasivity (CAI) a test abrasimetru LCPC – přímo předpovídá rychlost opotřebení karbidových břitových destiček a pravděpodobnost katastrofického lomu při nárazovém zatížení. Přizpůsobení třídy břitové destičky abrazivitě horniny je nejdůležitějším rozhodnutím ve specifikaci karbidových destiček TBM.
| Typ skály | Typický rozsah CAI | Doporučený obsah Co | Velikost zrna | Primární mechanismus opotřebení |
| Vápenec / Mramor | 0,1–0,5 | 10–14 % | Střední | Nízká abraze; náraz z lomových rovin |
| pískovec | 0,5–2,5 | 8–12 % | Jemné až střední | Střední oděr od křemenných zrn |
| Žula | 2,0–4,5 | 6–10 % | Dobře | Vysoká abraze; únavové praskání |
| Křemenec | 3,5–6,0 | 6–9 % | Ultrajemné až jemné | Silná abraze; mikročipování |
| Čedič / dolerit | 1,5–3,5 | 8–12 % | Jemné až střední | Oděr a náraz od tvrdých vměstků |
| Smíšený obličej / Glacial till | Variabilní | 12–16 % | Střední to coarse | Nárazová zlomenina od dlažebních kostek; variabilní otěr |
Prahová hodnota CAI přibližně 2,0 je praktickým rozhodovacím bodem při výběru karbidové třídy. Pod touto hodnotou třídy s vyšším obsahem kobaltu se střední velikostí zrna poskytují dobrou rovnováhu mezi houževnatostí a odolností proti opotřebení. Nad CAI 2.0 se rychlost abrazivního opotřebení u jakostí s vyšším obsahem kobaltu stává neekonomickou a specifikace by se měla posunout směrem k nižšímu obsahu kobaltu, třídám s jemnějším zrnem, které si zachovávají tvrdost za cenu určité houževnatosti. U útvarů nad CAI 4.0 – extrémní křemenec a některé abrazivní konglomeráty – se dokonce i prémiové jemnozrnné nízkokobaltové třídy rychle opotřebovávají a frekvence výměny břitových destiček se stává spíše faktorem plánování projektu než nákladem, kterému se lze vyhnout.
Geometrie břitové destičky a její vliv na řezný výkon
Geometrie břitové destičky TBM z karbidu wolframu – její tvar profilu, úhel špičky a rozměrové proporce – určuje, jak zabírá s horninovou stěnou, jak rozkládá napětí v karbidovém tělese a jak se její výkon vyvíjí s opotřebením destičky. Optimalizace geometrie je pro maximalizaci životnosti břitové destičky a účinnosti řezání stejně důležitá jako výběr třídy.
Půlkulové knoflíkové vložky
Hemisférický profil je nejběžnější geometrií pro vložky tlačítka tažení v měkkém až středně tvrdém terénu. Zaoblená špička rozděluje kontaktní napětí rovnoměrně na velkou plochu a snižuje maximální koncentrace napětí, které by způsobily prasknutí v ostřejším profilu. Jak se polokoule opotřebovává, její geometrie se postupně vyvíjí – částečně opotřebovaná polokoule je stále funkčním řezným profilem, což znamená, že břitová destička pokračuje ve výkonu přes značnou část svého objemu, než je potřeba ji vyměnit. Hlavním omezením polokulového profilu v tvrdé hornině je to, že vyžaduje vyšší penetrační síly k dosažení stejné hloubky vtisku ve srovnání s ostřejšími profily, což snižuje účinnost řezání ve formacích, kde je omezujícím faktorem penetrační síla.
Balistické a kuželové profily
Balistické vložky mají ogivní profil špičky – zaoblený v hrotu, ale přecházející do více válcovitého těla pod strmějším úhlem než polokoule. Tato geometrie koncentruje kontaktní napětí efektivněji než polokoule, zlepšuje pronikání do tvrdší horniny při stejné aplikované síle, ale je náchylnější k prasknutí, pokud je naražena do strany nebo je použita ve formacích s tvrdými vměstky. Kónické břitové destičky s definovaným úhlem špičky dále rozšiřují výhodu účinnosti penetrace, ale jsou ze standardních profilů nejvíce náchylné ke zlomení. Kónické a balistické karbidové břitové destičky TBM jsou obvykle určeny pro formace, kde je prioritou účinnost řezání a rázové zatížení je předvídatelné a zvládnutelné.
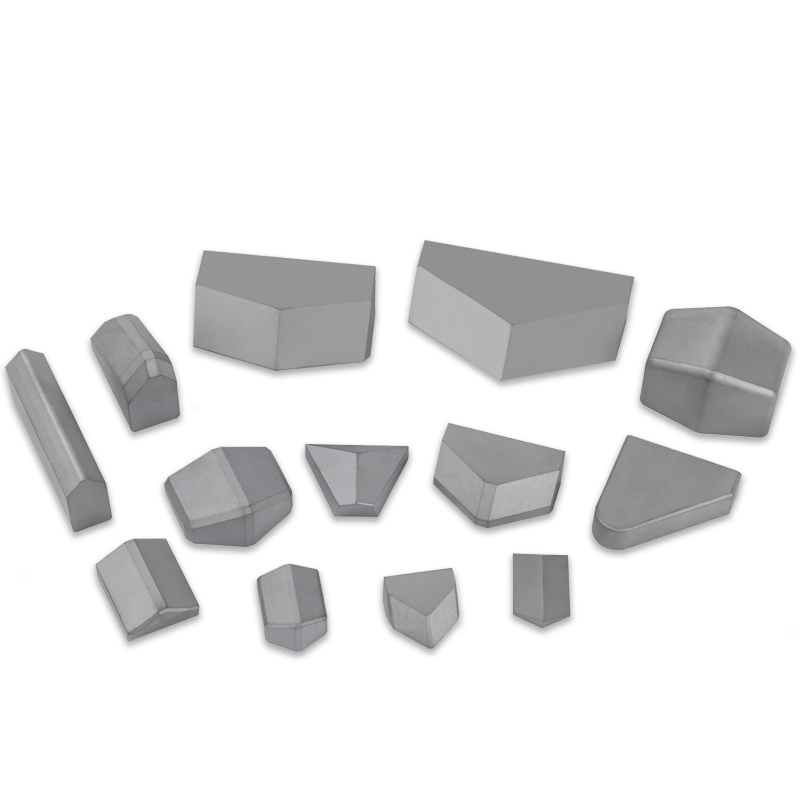
Dlátové a klínové profily
Vložky s dlátovým profilem představují spíše lineární řeznou hranu než bodový kontakt se skalní stěnou. Tato geometrie je účinná pro stříhání a škrábání měkkých až středních útvarů a běžně se používá v pozicích měřidel a profilových fréz, kde je potřeba definovaná geometrie řezu. Ostří dláta se v abrazivních podmínkách rychle opotřebovává, čímž přechází řezný mechanismus ze stříhání na orbu – významná změna výkonu, která zvyšuje požadovanou řeznou sílu a vytváří více tepla na čele destičky. Sledování opotřebení břitové destičky dláta a výměna při nebo před prahem plochého opotřebení je proto časově kritickější než u geometrií knoflíkových břitových destiček.

Mechanismy nošení a jak je rozpoznat
Identifikace specifického mechanismu opotřebení ovlivňujícího karbidové břitové destičky TBM v terénu je výchozím bodem pro diagnostiku, zda je současná specifikace břitové destičky vhodná pro podmínky na zemi a zda zásahy – změna sklonu, změna geometrie, úprava provozních parametrů – pravděpodobně zlepší výkon. Hlavní způsoby opotřebení se liší vzhledem a mají různé základní příčiny.
- Abrazivní opotřebení (ploché opotřebení): Postupné odstraňování karbidového materiálu z povrchu hrotu břitové destičky tvrdými minerálními zrny v hornině, čímž vzniká hladký plochý nebo fasetovaný opotřebovaný povrch. Toto je očekávaný režim opotřebení u abrazivních útvarů a ukazuje, že břitová destička spotřebovává objem karbidu rychlostí určenou abrazivitou horniny a tvrdostí karbidové třídy. Je-li míra plochého opotřebení vyšší, než se očekávalo, zvažte přechod na nižší kobaltovou třídu s jemnějším zrnem – ale zajistěte, aby houževnatost zůstala dostatečná pro současné podmínky nárazu.
- Odštípnutí a mikrozlomenina: Drobné lomy na tvrdokovovém hrotu, viditelné jako nepravidelné zlomy břitu nebo důlková struktura povrchu. Odštípnutí obvykle naznačuje, že současná třída je příliš tvrdá a křehká pro současné podmínky nárazu – karbid se láme dříve, než se pojivo může deformovat a absorbovat energii nárazu. Tento režim opotřebení je běžný, když třída s nízkým obsahem kobaltu určená pro abrazivní podmínky narazí na neočekávané tvrdé vměstky nebo oblasti lomu. Řešením je obvykle zvýšení obsahu kobaltu nebo velikosti zrna pro zlepšení houževnatosti.
- Hrubá zlomenina: Katastrofální zlomení těla břitové destičky, ztráta významné části nebo celé břitové destičky nad montážním dříkem. Tento poruchový režim indikuje vážné přetížení – typicky nárazem do neočekávaně tvrdých balvanů, náhlými změnami pevnosti formování nebo nesprávným upevněním břitové destičky, které vytváří koncentrace napětí na základně břitové destičky. Hrubý lom okamžitě zničí břitovou destičku a může poškodit tělo nástroje, což z něj činí vysoce nákladný způsob selhání, kterému je třeba se vyhnout.
- Tepelné praskání: Síť povrchových trhlin vyzařujících z hrotu břitové destičky, někdy nazývaná „kontrola tepla“. K tomu dochází, když třecí teplo na řezné ploše způsobí rychlé tepelné cykly, které překračují odolnost karbidu proti tepelné únavě. Tepelné praskání je častější v podmínkách řezání za sucha – což ukazuje na nedostatečnou dodávku chladicí vody na čelo nástroje – nebo když je rychlost průniku velmi vysoká a vytváří trvalé třecí teplo. Zlepšení dodávky chladicí vody a revize řezných parametrů jsou primární reakce na tepelné praskání.
- Vyluhování kobaltového pojiva: V kyselých podzemních vodách nebo chemicky agresivních pórových tekutinách může být kobaltové pojivo v karbidové matrici selektivně rozpuštěno a zanechat tak oslabený karbidový skelet, který je vysoce náchylný k prasknutí. Tento způsob selhání je identifikovatelný porézní, šedou povrchovou texturou na vložce a je potvrzen chemickou analýzou podzemní vody. Karbid vázaný na nikl nebo nikl-chrom nabízí výrazně lepší odolnost proti korozi v kyselých podmínkách a měl by být specifikován, pokud je známé nebo předpokládané riziko vyluhování pojiva.
Postup instalace, kontroly a výměny
Výkonnost vložek z karbidu wolframu v provozu je významně ovlivněna kvalitou instalace, četností a přísností kontrol během ražení tunelů a kritérii použitými pro zahájení výměny. Špatná praxe v kterékoli z těchto oblastí snižuje životnost břitové destičky a zvyšuje náklady na nástroj na metr bez ohledu na to, jak dobře je specifikována jakost karbidu.
Požadavky na instalaci
Nalisované knoflíkové břitové destičky musí být instalovány se správným přesahem mezi stopku břitové destičky a připravené sedlo v těle nástroje. Příliš malá interference umožňuje, aby se břitová destička otáčela nebo uvolňovala působením řezných sil, což zrychluje opotřebení a nakonec vede ke ztrátě destičky; příliš velké interference generuje tahové smyčkové napětí v karbidové stopce při instalaci, což může iniciovat trhliny, které se šíří až do lomu za provozu. Výrobci specifikují požadované uložení s přesahem pro každý průměr vložky a kombinaci materiálu těla – tyto specifikace by měly být přesně dodržovány, přičemž rozměry sedla by měly být před instalací ověřeny měřením měřidla. Pájené břitové destičky vyžadují správnou volbu pájecí slitiny, aplikaci tavidla a kontrolu tloušťky pájeného spoje, aby se dosáhlo pevnosti spoje potřebné k odolávání řezným silám bez praskání karbidu v blízkosti rozhraní pájení.
Protokoly provozní kontroly
Intervaly kontrol frézovací hlavy TBM se liší podle podmínek terénu a požadavků projektu, ale obvykle se vyskytují každých 300–600 metrů postupu ve středně tvrdé zemi a častěji ve vysoce abrazivních útvarech. Během každé kontroly by měla být každá poloha břitové destičky vizuálně zkontrolována z hlediska výše popsaných režimů opotřebení a hloubka opotřebení břitové destičky by měla být měřena na reprezentativních místech pomocí hloubkoměru. Vkládané mapy opotřebení – zaznamenávající opotřebení v každé poloze na řezné hlavě během po sobě jdoucích intervalů kontroly – umožňují identifikaci pozic s anomálně vysokou mírou opotřebení, které mohou naznačovat lokalizované změny formace, problémy s přívodem chladicí vody nebo nevyváženost otáčení řezné hlavy vyžadující vyšetření.
Kritéria výměny
Břitové destičky by měly být vyměněny dříve, než se opotřebují do bodu, kdy se ocelové tělo nástroje začne dotýkat skalní stěny – v tomto bodě se tělo nástroje rychle opotřebuje a náklady na výměnu těla nástroje daleko převyšují úspory plynoucí z maximalizace doby provozu břitové destičky. Typická kritéria pro výměnu knoflíkových břitových destiček specifikují maximální průměr plochého opotřebení 60–70 % původního průměru břitové destičky, po jehož překročení se rychlost opotřebení zrychluje nelineárně a riziko hrubého lomu se výrazně zvyšuje. U kotoučových fréz je opotřebení kroužku monitorováno měřením zmenšení průměru kroužku oproti původní specifikaci, přičemž výměna se obvykle spouští při omezení opotřebení 5–10 mm v závislosti na konstrukci kroužku.
Klíčové faktory při nákupu karbidových destiček TBM
Nákup vložek z karbidu wolframu pro stroje na ražení tunelů zahrnuje technické, obchodní a logistické aspekty, které jsou specifické pro prostředí podzemních staveb. Důsledky specifikace špatného produktu nebo vyprodání zásob jsou dostatečně závažné na to, aby bylo rozhodnutí o nákupu podstatně závažnější než u většiny nákupů průmyslového spotřebního materiálu.
- Vyžádejte si certifikace materiálů a datové listy jakosti. Každý renomovaný dodavatel karbidových břitových destiček by měl poskytnout certifikáty o zkoušce materiálu potvrzující tvrdost (HRA nebo HV30), pevnost v příčném lomu, hustotu a obsah kobaltu pro každou výrobní šarži. Ověřte, že dodaná jakost odpovídá specifikaci a že je zachována konzistence mezi jednotlivými šaržemi – u některých výrobců působících na komoditním konci trhu jsou rozdíly jakosti mezi šaržemi známým problémem kvality.
- Potvrďte rozměrové tolerance vůči specifikacím těla vašeho nástroje. Tolerance průměru stopky břitové destičky pro aplikace lisovaného uložení jsou obvykle specifikovány v rozsahu ±0,01–0,02 mm. Vyžádejte si protokoly o rozměrové kontrole potvrzující, že dodané vložky splňují specifikované toleranční pásmo – vložky mimo toleranci nelze vizuálně detekovat a způsobí problémy s instalací nebo předčasné selhání provozu.
- Udržujte odpovídající bezpečnostní zásoby po dobu trvání projektu. Pohony TBM v abrazivním broušení rychle spotřebovávají břitové destičky – spotřeba několika stovek břitových destiček za týden není u vysoce abrazivních žulových nebo kvarcitových pohonů neobvyklá. Vytvořte prognózu spotřeby založenou na očekávané abrazivitě formování, plánované míře penetrace a konstrukci řezné hlavy a velikosti bezpečnostní zásoby tak, aby pokryla nejméně čtyři až šest týdnů předpokládané spotřeby na místě projektu. Přerušení dodavatelského řetězce během aktivního pohonu TBM má přímý a okamžitý dopad na harmonogram projektu.
- Zvažte spíše celkové náklady na vlastnictví než jednotkovou cenu. Tvrdokovová břitová destička, která stojí o 20 % více, ale vydrží o 50 % déle v dané formaci, snižuje náklady na nástroje na metr posuvu přibližně o 25 % a zároveň snižuje mzdové náklady na kontrolu a výměnu. Hodnocení dodavatelů vložek na základě údajů o ceně za metr výkonu ze srovnatelných projektů spíše než samotné jednotkové ceny trvale poskytuje lepší výsledky projektu a je to přístup, který používají zkušení dodavatelé TBM po celém světě.
- Zapojte technickou podporu dodavatele pro nové nebo náročné formace. Pokud geologie projektu zahrnuje útvary mimo standardní kategorie tvrdých hornin nebo měkkých podloží – vysoce rozbité horniny, chemicky agresivní podzemní voda, extrémní abrazivita nebo smíšené čelo s velkými balvany – pracujte s technickým týmem dodavatele vložky na vývoji a ověření specifikace vložky před zahájením pohonu. Náklady na předprojektovou technickou kontrolu jsou zanedbatelné ve srovnání s náklady na odhalení neadekvátní specifikace v důsledku předčasného selhání břitové destičky během živé jízdy.
Naše produkty //
Související produkty