EN
Karbid wolframu: Kompletní průvodce tím, co to je, jak se vyrábí a kde se používá
Novinky z oboru-Co karbid wolframu vlastně je a proč je tak pozoruhodný
Karbid wolframu — často zkracovaný jako WC nebo v průmyslovém prostředí jednoduše označovaný jako karbid — je chemická sloučenina vytvořená spojením atomů wolframu a uhlíku ve stejných poměrech. Ve své čisté složené formě se jeví jako jemný šedý prášek, ale materiál, se kterým inženýři a výrobci v praxi pracují, je cementovaný karbid wolframu: kompozit vyrobený slinováním prášku karbidu wolframu spolu s kovovým pojivem, nejčastěji kobaltem, při extrémně vysokých teplotách a tlacích. Tento proces slinování spojuje částice tvrdého karbidu do hustého pevného materiálu, který kombinuje vlastnosti, které nemůže poskytnout žádný prvek sám o sobě – mimořádnou tvrdost, výjimečnou odolnost proti opotřebení, vysokou pevnost v tlaku, dobrou tepelnou vodivost a hustotu přibližně dvakrát větší než u oceli.
Čísla za vlastnostmi karbidu wolframu jsou skutečně působivá. Její tvrdost na Vickersově stupnici obvykle spadá mezi 1400 a 1800 HV v závislosti na jakosti a obsahu kobaltu – několikrát tvrdší než tvrzená nástrojová ocel a blíží se tvrdosti diamantu, která je přibližně 10 000 HV. Jeho pevnost v tlaku může přesáhnout 6000 MPa, což z něj činí jeden z nejpevnějších materiálů v tlaku, který mají inženýři k dispozici. Jeho teplota tání přibližně 2870 °C znamená, že si zachovává své mechanické vlastnosti při teplotách, kdy většina ostatních technických materiálů již dávno změkla nebo selhala. Tyto vlastnosti společně vysvětlují, proč se slinutý karbid wolframu stal nepostradatelným v pozoruhodné řadě náročných průmyslových aplikací, od řezání kovů a těžby až po lékařská zařízení a elektroniku.
Jak se vyrábí karbid wolframu: od surové rudy až po finální kvalitu
Výroba cementovaného karbid wolframu je vícestupňový proces, který začíná těžbou wolframové rudy a končí precizně navrženým kompozitním materiálem, jehož vlastnosti jsou řízeny v úzkých tolerancích. Pochopení výrobního řetězce objasňuje, proč se třídy karbidu wolframu liší svými výkonnostními charakteristikami a proč má kvalita surovin a podmínky zpracování tak přímý dopad na vlastnosti hotového materiálu.
Těžba a zpracování wolframové rudy
Primárními komerčními zdroji wolframu jsou minerály scheelit (wolframan vápenatý, CaWO₄) a wolframit (wolframan železo-mangan). Čína dominuje celosvětové produkci wolframu, která představuje přibližně 80 % světové produkce, přičemž významná ložiska se nacházejí také v Rusku, Vietnamu, Kanadě a Bolívii. Vytěžená ruda se nejprve koncentruje flotací a gravitační separací, aby se zvýšil obsah wolframu, a poté se chemicky zpracovává na parawolframan amonný (APT) – nejběžnější meziprodukt v dodavatelském řetězci wolframu. APT je následně redukován pod vodíkovou atmosférou při vysoké teplotě za vzniku kovového prášku wolframu, který je poté nauhličován reakcí s uhlíkem ve vysokoteplotní peci za vzniku prášku karbidu wolframu. Velikost částic tohoto WC prášku – která se může pohybovat od submikronů do desítek mikronů – je kritickým parametrem, který přímo určuje velikost zrna a tvrdost hotového slinutého karbidu.
Míchání, mletí a přidávání pojiva
Prášek karbidu wolframu se mísí s kobaltovým práškem – nejběžnějším pojivem, typicky v koncentracích mezi 3 % a 25 % hmotnosti v závislosti na cílové jakosti – spolu s jakýmikoli dalšími přísadami, jako jsou inhibitory růstu zrn (obvykle karbid vanadu nebo karbid chrómu v nižších procentech) a lisovací maziva. Tato směs se pak mele za mokra v kulovém mlýnu po delší dobu – obvykle 24–72 hodin – k dosažení dokonalého promíchání, rozbití jakýchkoli aglomerátů a dosažení cílové distribuce velikosti částic. Rozemletá kaše se suší rozprašováním za vzniku volně tekoucího granulovaného prášku s konzistentní velikostí částic a hustotou vhodnou pro lisování. Rovnoměrnost míchání v této fázi je kritická: jakákoliv změna distribuce pojiva v prášku způsobí místní změny vlastností slinutého dílu, které ohrozí jak mechanickou výkonnost, tak spolehlivost.
Lisování a tvarování
Prášek sušený rozprašováním je zhutněn do požadovaného téměř čistého tvaru pomocí jedné z několika lisovacích metod. Jednoosé lisování se používá pro jednoduché tvary, jako jsou řezné vložky, tyče a opotřebitelné díly ve velkosériové výrobě. Izostatické lisování – kde je tlak aplikován rovnoměrně ze všech směrů prostřednictvím tekutého média – se používá pro složitější tvary a vytváří jednotnější hustotu surového materiálu, což se promítá do konzistentnějších slinutých vlastností. Extruze se používá k výrobě dlouhých tyčí a trubek. Lisováním za studena vzniká „zelený“ výlisek, který má dostatečnou pevnost pro manipulaci, ale musí být ještě slinován, aby se vyvinuly jeho konečné vlastnosti. Některé složité tvary se vyrábějí vstřikováním směsi karbid-pojivo-polymer (vstřikování kovů nebo proces MIM) před odstraněním pojiva a slinováním.
Slinování
Slinování is the critical step that transforms the pressed green compact into fully dense cemented tungsten carbide. The compact is heated in a controlled atmosphere furnace — typically hydrogen or vacuum — through a carefully programmed temperature cycle that first burns off the pressing lubricant, then reaches the sintering temperature, which is above the melting point of the cobalt binder (approximately 1320°C) but well below the melting point of tungsten carbide. At sintering temperature, the liquid cobalt phase wets the tungsten carbide particles and draws them together by capillary action, filling pores and producing a dense, cohesive structure as the part cools and the cobalt solidifies. The finished sintered part is typically 20–25% smaller in linear dimensions than the green compact — a predictable and precisely controlled shrinkage that is accounted for in the tooling design. Hot isostatic pressing (HIP) is often applied after sintering to eliminate any residual microporosity, further improving density, toughness, and fatigue resistance in premium grades.
Broušení a dokončování
Slinutý karbid wolframu je příliš tvrdý na to, aby se dal obrábět konvenčními řeznými nástroji – musí se brousit pomocí diamantových brusných kotoučů, aby se dosáhlo přísných rozměrových tolerancí a kvality povrchu požadované pro řezné nástroje, díly podléhající opotřebení a přesné součásti. Diamantové broušení slinutého karbidu je odborná a kapitálově náročná operace a parametry procesu broušení — specifikace kotouče, brusná kapalina, rychlosti posuvu a orovnávací frekvence — významně ovlivňují jak rozměrovou přesnost, tak stav podpovrchu hotové součásti. Nesprávné broušení může způsobit zbytková tahová napětí nebo mikrotrhlinky, které snižují houževnatost a únavovou životnost řezných hran. U aplikací řezných nástrojů se broušené hrany často dále zpracovávají přípravou břitu – řízenou operací honování nebo kartáčování, která vytváří definovaný poloměr břitu, který prodlužuje životnost nástroje snížením vylamování na břitu při nárazu a tepelném cyklování obráběcích operací.
Pochopení jakosti karbidu wolframu a co znamenají čísla
Komerční slinutý karbid wolframu není jediný materiál, ale skupina jakostí, jejichž vlastnosti se systematicky mění úpravou obsahu kobaltu, velikosti zrna karbidů a přidáním dalších karbidových fází, jako je karbid titanu (TiC), karbid tantalu (TaC) a karbid niobu (NbC). Pochopení systému jakostí pomáhá konstruktérům a odborníkům v oblasti nákupu vybrat nejvhodnější třídu pro jejich konkrétní aplikaci, spíše než výchozí volbu pro obecné účely, která nemusí být optimální.
| Charakteristika stupně | Nízký obsah kobaltu (3–6 % Co) | Střední kobalt (8–12 % Co) | Vysoký obsah kobaltu (15–25 % Co) |
| Tvrdost | Velmi vysoká (1700–1800 HV) | Vysoká (1400–1600 HV) | Střední (1000–1300 HV) |
| Odolnost proti opotřebení | Výborně | Dobře | Mírný |
| Houževnatost / odolnost proti nárazu | Nižší | Dobře | Vysoká |
| Příčná pevnost v protržení | Mírný | Vysoká | Velmi vysoká |
| Hustota (g/cm³) | ~15,0–15,3 | ~14,3–14,9 | ~13,0–14,0 |
| Typické aplikace | Přesné opotřebitelné díly, matrice pro tažení drátu, těsnicí kroužky | Řezné vložky do kovu, stopkové frézy, vrtáky | Důlní trsátka, silniční frézovací nástroje, vrtací korunky |
Velikost zrna je stejně důležitou proměnnou, která interaguje s obsahem kobaltu a určuje rovnováhu vlastností třídy. Jemnozrnné druhy (velikost zrna WC pod 1 mikron, klasifikované jako submikronové nebo ultrajemné) dosahují výrazně vyšší tvrdosti a odolnosti proti opotřebení při daném obsahu kobaltu ve srovnání s hrubšími zrny, zatímco středně zrnité (1–3 mikrony) nabízejí vyváženou kombinaci tvrdosti a houževnatosti a hrubozrnné druhy (nad 3 mikrony) maximalizují tvrdost za určitou cenu. Systém označení ISO pro třídy obrábění ze slinutého karbidu — P, M, K, N, S, H — kategorizuje třídy podle typu materiálu obrobku, pro který jsou určeny, a poskytuje praktický výchozí bod pro výběr třídy řezného nástroje i bez podrobných znalostí základní metalurgie.
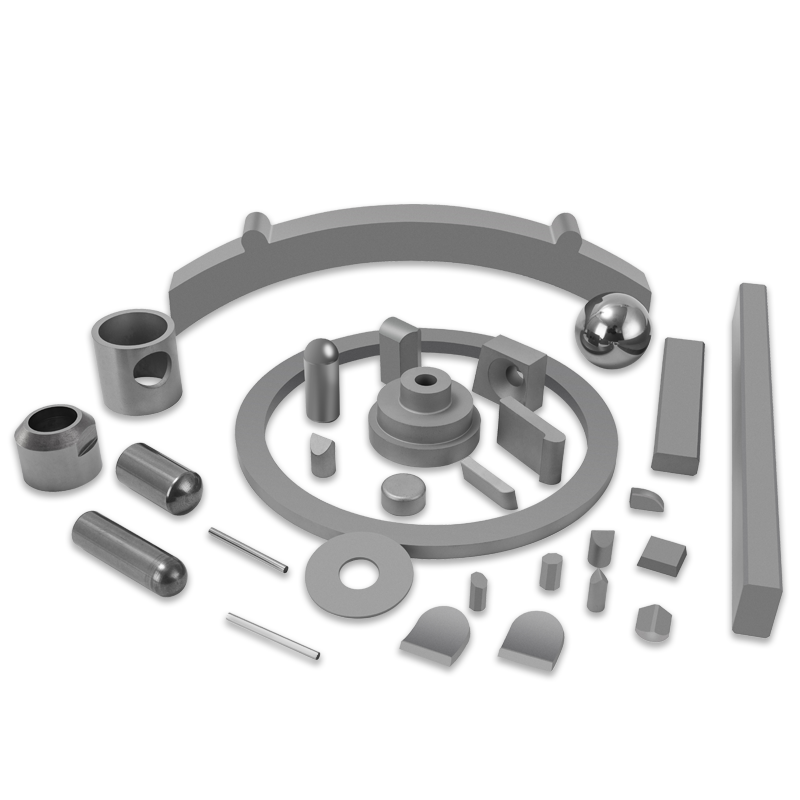
Hlavní průmyslové aplikace karbidu wolframu
Slinutý karbid wolframu se používá v mimořádně rozmanité řadě průmyslových odvětví a aplikací. Společným závitem procházejícím všemi z nich je potřeba materiálu, který kombinuje tvrdost, odolnost proti opotřebení a dostatečnou houževnatost, aby přežil v náročných provozních prostředích, kde konvenční materiály předčasně selhávají. Následující sektory představují nejvýznamnější aplikace z hlediska objemu a technického významu.
Řezání a obrábění kovů
Řezání kovů – výroba přesných součástí odebíráním materiálu z kovových obrobků pomocí řezných nástrojů – je největší jednotlivou aplikací pro slinutý karbid wolframu z hlediska hodnoty. Tvrdokovové vyměnitelné břitové destičky, monolitní karbidové stopkové frézy, karbidové vrtáky a karbidové vyvrtávací tyče do značné míry vytlačily řezné nástroje z rychlořezné oceli v moderních CNC obráběcích centrech, protože mohou pracovat při řezných rychlostech třikrát až desetkrát vyšších než HSS a přitom zachovat ostré řezné hrany mnohem déle. To se přímo promítá do vyšší produktivity stroje, nižších nákladů na díl a lepší povrchové úpravy a rozměrové konzistence obráběných součástí. Destičky používané při soustružení, frézování a vrtání jsou obvykle potaženy jednou nebo více vrstvami tvrdých keramických povlaků – nitrid titanu (TiN), karbonitrid titanu (TiCN), oxid hlinitý (Al₂O₃) a nitrid hliníku a titanu (AlTiN) jsou nejběžnější – aplikované procesy fyzikálního napařování (PVD) nebo chemickou depozicí z páry. Tyto povlaky přidávají další vrstvu odolnou proti opotřebení, která dále prodlužuje životnost nástroje a umožňuje ještě vyšší řezné rychlosti, zejména při suchém nebo téměř suchém obrábění, kde je spotřeba řezné kapaliny minimalizována z důvodů ochrany životního prostředí a nákladů.
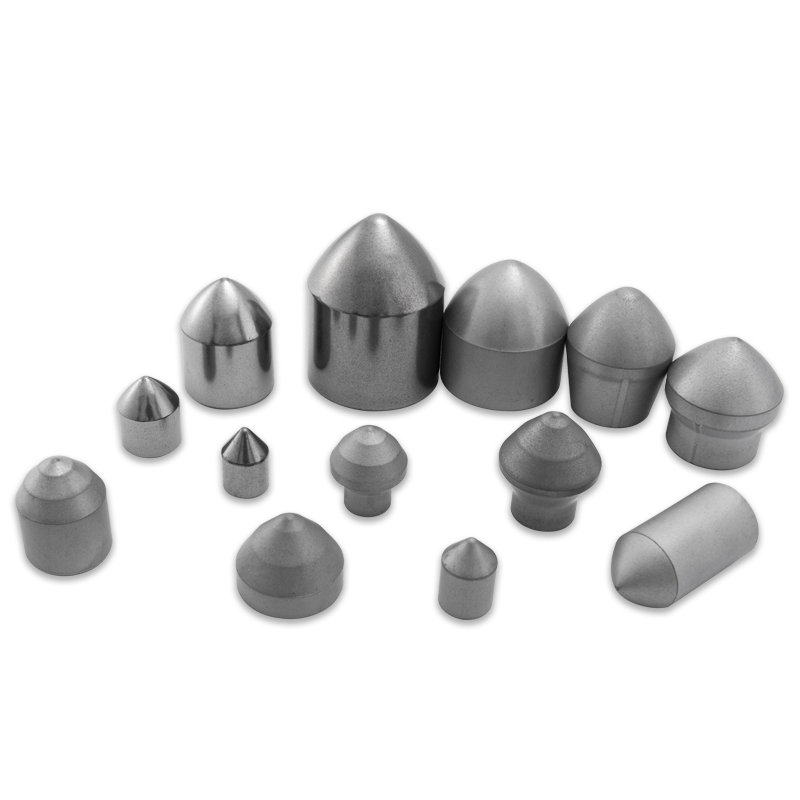
Těžba, vrtání a těžba hornin
Důlní a stavební vrtání představuje druhou největší aplikační kategorii pro karbid wolframu, protože spotřebovává obrovské objemy vysoce kobaltových tříd s optimalizovanou houževnatostí ve formě vrtáků, rotačních břitových destiček, zvedacích vrtacích hlav a kotoučových fréz pro tunelové vrtání (TBM). Válcové kuželové vrtáky Tricone pro vrtání ropy a plynu používají stovky karbidových vložek na bit k proříznutí skalních útvarů v hloubkách tisíců metrů. Příklepové vrtáky pro povrchovou a podzemní těžbu používají tvrdokovová tlačítka, která musí odolat opakovaným vysokoenergetickým nárazům pneumatických nebo hydraulických vrtacích zařízení v abrazivní hornině. Důlní důlní kombajny a průběžné důlní bubnové trsátka používají nástroje s karbidovými hroty k řezání uhlí a měkké horniny v podzemních uhelných dolech. V každé z těchto aplikací musí být karbidová třída pečlivě optimalizována, aby poskytovala maximální odolnost vůči specifické kombinaci otěru a nárazu, se kterou se setkáváme u cílového typu horniny, protože třída, která je příliš tvrdá, se při nárazu zlomí, zatímco ta, která je příliš měkká, se v abrazivních podmínkách rychle opotřebuje.
Zápustky pro tažení drátu a tváření kovů
Zápustky z karbidu wolframu jsou standardním materiálem pro tažení drátu – proces zmenšování průměru kovového drátu jeho protahováním přes řadu postupně menších otvorů zápustky. Kombinace extrémní tvrdosti, odolnosti proti opotřebení a pevnosti v tlaku, kterou karbid poskytuje, umožňuje, aby si matrice pro tažení drátu zachovaly svou přesnou geometrii otvoru prostřednictvím zpracování obrovských délek drátu – potenciálně stovky tisíc metrů na matrici před výměnou – a přitom odolávaly velmi vysokým kontaktním tlakům generovaným na povrchu matrice. Tvrdokovové matrice se používají pro tažení ocelových, měděných, hliníkových a speciálních slitinových drátů v rozsahu průměrů od několika milimetrů až po jemný drát pod 0,1 mm. Kromě tažení drátu se karbid široce používá v nástrojích pro tváření za studena, hlubokotažných raznících, nástrojích pro válcování závitů a vytlačovacích nástrojích, kdekoli je vyžadována kombinace odolnosti proti opotřebení a pevnosti v tlaku při cyklickém zatěžování pro udržení rozměrové přesnosti a kvality povrchu při vysokých objemech výroby.
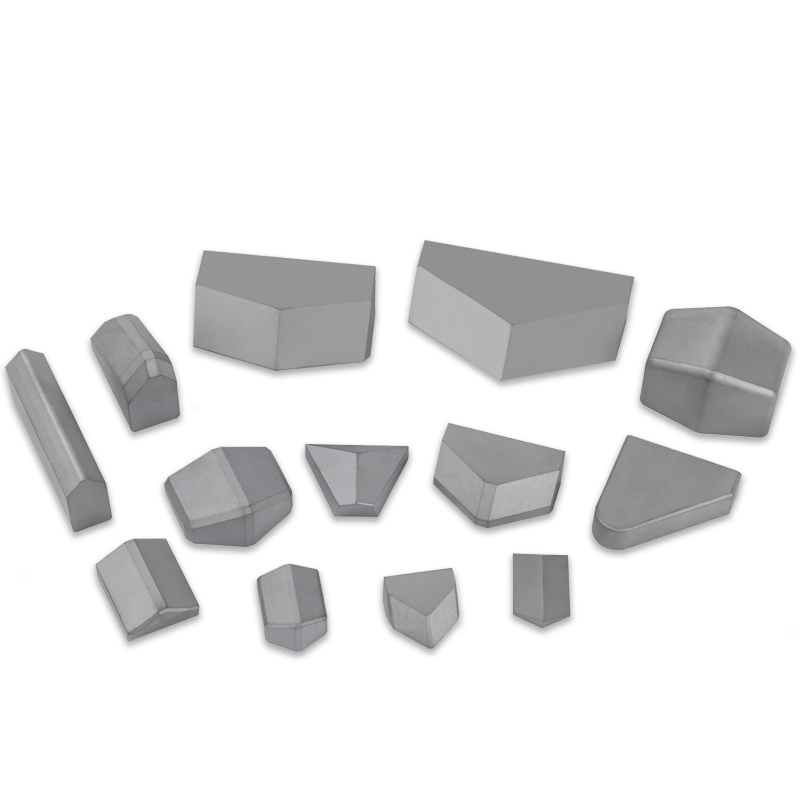
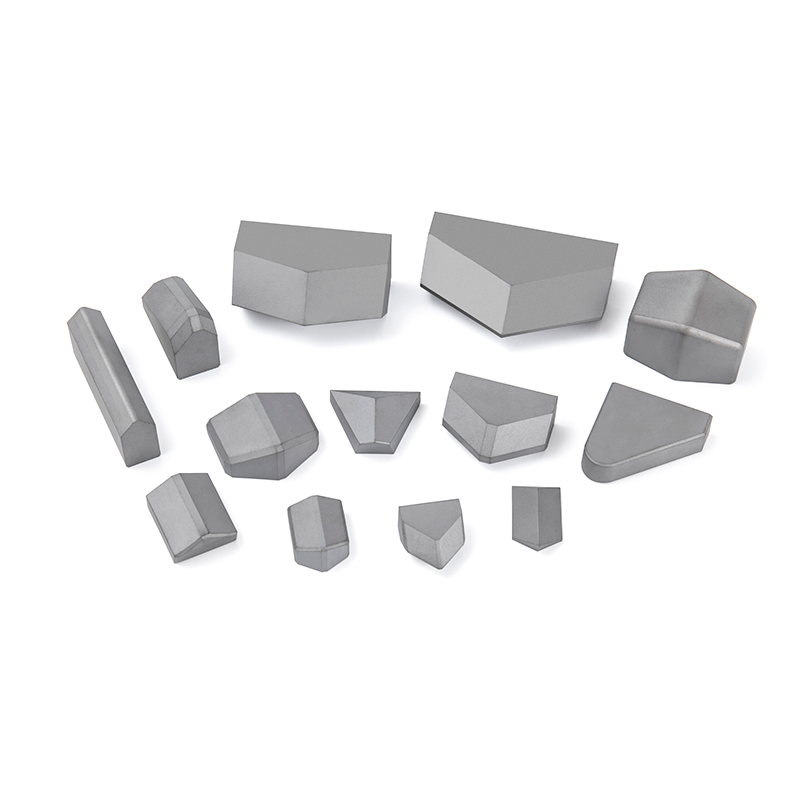
Opotřebitelné díly a konstrukční součásti
Aplikace karbidu wolframu na opotřebitelné díly a konstrukční komponenty zahrnují velmi širokou škálu produktů používaných v různých průmyslových odvětvích, jako je papír a tisk, zpracování potravin, výroba elektroniky, textilní stroje a čerpací systémy. Karbidové trysky pro abrazivní tryskací a stříkací systémy odolávají erozivnímu působení abrazivních částic mnohem déle než ocelové alternativy. Karbidové těsnicí plochy pro mechanické ucpávky v čerpadlech, která manipulují s abrazivními kaly, si zachovávají svou povrchovou úpravu a rovinnost během milionů provozních cyklů. Tvrdokovové vodicí válce a tvarovací válce ve výrobních linkách drátů a trubek si zachovávají rozměrovou přesnost při prodloužených výrobních sériích. Sedla a kuličky ventilů z tvrdokovu ve ventilech pro řízení průtoku, které manipulují s abrazivními nebo erozivními procesními kapalinami, poskytují životnost, která je řádově delší než u konvenčních kovových alternativ. V každém případě je společným hnacím motorem pro specifikaci tvrdokovu eliminace předčasného selhání opotřebení, které by jinak vyžadovalo častou výměnu, prostoje stroje a související výrobní ztráty.
Lékařské a dentální nástroje
Slinutý karbid wolframu se používá v lékařských a dentálních aplikacích, kde je díky své tvrdosti, biokompatibilitě, odolnosti proti korozi a schopnosti udržet ostré ostří během opakovaných sterilizačních cyklů lepší než nerezová ocel. Chirurgické nůžky, držáky jehel a pitevní kleště vyrobené s karbidovými vložkami na svých pracovních plochách udržují ostřejší a přesnější řezný výkon díky mnohem většímu počtu sterilizačních a používaných cyklů než celoocelové ekvivalenty. Zubní frézy pro řezání zubní skloviny a kosti během zákroků jsou téměř výhradně vyrobeny z tvrdokovu díky své vynikající účinnosti řezání a dlouhé životnosti ve srovnání s ocelí. Ortopedické řezné nástroje včetně výstružníků, rašplí a pil na kosti používají karbid pro lepší řezný výkon a prodlouženou životnost. Přísné požadavky na čistotu a biokompatibilitu v lékařských aplikacích znamenají, že pro tato použití jsou kvalifikovány pouze specifické karbidové třídy vysoké čistoty s kontrolovaným obsahem stopových prvků.
Povlaky z karbidu wolframu: jiný způsob, jak dosáhnout výkonu karbidu
Kromě pevných složek slinutého karbidu se karbid wolframu široce používá jako povrchový povlak na ocel a další podkladové materiály pomocí procesů tepelného nástřiku, nejčastěji nástřikem vysokorychlostním kyslíkovým palivem (HVOF) a plazmovým nástřikem. V aplikacích povlaků z karbidu wolframu je cílem spojit odolnost proti opotřebení a tvrdost karbidu na pracovním povrchu s houževnatostí, obrobitelností a nižšími náklady ocelového substrátu, čímž se dosáhne vyváženosti výkonu, kterou by žádný materiál nemohl poskytnout sám.
Nástřiky HVOF-karbid-kobalt wolframu (WC-Co) a karbid wolframu-kobalt-chrom (WC-CoCr) jsou celosvětově nejrozšířenějšími povlaky žárovým nástřikem pro ochranu proti opotřebení a erozi. Proces HVOF urychluje částice prášku karbidu a pojiva na velmi vysoké rychlosti před dopadem na substrát, čímž vznikají husté, dobře přilnavé povlaky s tvrdostí blížící se tvrdosti slinutého karbidu a velmi nízkou porézností. Tyto povlaky se používají na součástech leteckých podvozků k náhradě tvrdého chromování pro ochranu proti korozi a opotřebení, na hřídelích čerpadel a pouzdrech v provozu s abrazivní suspenzí, na rolích papírenských strojů vystavených abrazivnímu opotřebení v důsledku obsahu recyklovaných vláken, na tyčích hydraulických válců a na mnoha dalších součástech, kde je tvrdý povrch odolný proti opotřebení prodlužující životnost větší ocelové konstrukce nákladově nejefektivnějším konstrukčním řešením. Tloušťka povlaku se typicky pohybuje od 100 do 400 mikronů a potažený povrch může být po nástřiku broušen do přesných rozměrových tolerancí a povrchové úpravy.
Klíčové fyzikální a mechanické vlastnosti slinutého karbidu wolframu
Pro inženýry, kteří specifikují karbid wolframu pro novou aplikaci nebo jej porovnávají s alternativními materiály, je zásadní mít jasnou představu o rozsahu jeho fyzikálních a mechanických vlastností. Následující tabulka shrnuje nejdůležitější vlastnosti v typickém sortimentu pro slinutý karbid WC-Co.
| Majetek | Typický rozsah (třídy WC-Co) | Srovnání s ocelí |
| Tvrdost podle Vickerse (HV) | 1000 – 1800 HV | 3–7× tvrdší než kalená nástrojová ocel |
| Hustota (g/cm³) | 13.0 – 15.5 | ~1,7–2× hustší než ocel |
| Youngův modul (GPa) | 500 – 700 GPa | ~2,5–3,5× tužší než ocel |
| Pevnost v tlaku (MPa) | 3500 – 7000 MPa | Mnohem vyšší v kompresi než ocel |
| Příčná pevnost při přetržení (MPa) | 1500 – 4000 MPa | Srovnatelné nebo lepší než kalená ocel |
| Lomová houževnatost (MPa·m½) | 8 – 22 MPa·m½ | Nižší than steel; brittle in tension |
| Tepelná vodivost (W/m·K) | 70 – 110 W/m·K | Vysokáer than most steels |
| Koeficient tepelné roztažnosti (×10⁻⁶/°C) | 4,5 – 6,5 | ~ poloviční oproti oceli; zvážit v lepených sestavách |
| Bod tání (°C) | ~2870 °C (směs WC) | Mnohem vyšší než ocel (~1400°C) |
Recyklace a udržitelnost karbidu wolframu
Wolfram je klasifikován jako kritická surovina jak Evropskou unií, tak Spojenými státy kvůli rizikům koncentrace dodávek – přičemž drtivou většinu celosvětové primární produkce kontroluje Čína – a jeho zásadní roli ve strategických průmyslových odvětvích. Toto dodavatelské riziko v kombinaci s vysokou ekonomickou hodnotou wolframu činí z recyklace odpadu z karbidu wolframu důležitou součást globálního dodavatelského řetězce wolframu. Přibližně 30–40 % celosvětově spotřebovaného wolframu v současnosti pochází z recyklovaného karbidového šrotu, což je podíl, na jehož zvýšení průmysl aktivně pracuje prostřednictvím zlepšené infrastruktury pro sběr a zpracování.
Existuje několik zavedených recyklačních cest pro použitý karbid wolframu. Proces regenerace zinku rozpouští kobaltové pojivo reakcí s roztaveným zinkem při přibližně 900 °C, přičemž zrna karbidu wolframu zůstávají nedotčená pro opětovné použití po odstranění zinku vakuovou destilací. Tento proces je výhodný, když se regenerovaný WC prášek znovu použije při výrobě karbidu, protože zachovává velikost zrna a vyhýbá se energeticky náročnému chemickému zpracování potřebnému k přeměně wolframu zpět na jeho elementární formu. Proces studeného proudu využívá vysokorychlostní náraz k mechanickému lámání použitého karbidu na jemný prášek, který je smíchán s původním práškem pro recyklaci. Procesy chemické konverze – včetně cesty APT – rozpouštějí celý karbidový výlisek a chemicky čistí wolfram přes parawolframan amonný, čímž vzniká materiál ekvivalentní primárnímu wolframu, který lze nauhličit na nový WC prášek. Ekonomická hodnota odpadu z karbidu wolframu z něj činí jeden z nejaktivněji recyklovaných průmyslových materiálů se zavedenými sběrnými a zpracovatelskými sítěmi působícími po celém světě napříč odvětvími řezných nástrojů, těžebních nástrojů a opotřebitelných dílů.
Běžné mylné představy o karbidu wolframu, které stojí za to vyčistit
Několik přetrvávajících mylných představ o karbidu wolframu koluje v technickém i spotřebitelském kontextu a jejich přímé řešení pomáhá stanovit realistická očekávání ohledně toho, co materiál může a co nemůže.
- "Karbid wolframu je nerozbitný": Toto je jedno z nejčastějších nedorozumění, zejména v souvislosti se šperky z karbidu wolframu a spotřebními výrobky. Slinutý karbid je extrémně tvrdý a odolný proti opotřebení, ale je také křehký v tahu — má relativně nízkou lomovou houževnatost ve srovnání s ocelí a praskne nebo se rozbije, pokud je vystaven dostatečnému namáhání nárazem nebo tahem. Například prsten z karbidu wolframu nelze ohnout, aby se v případě nouze odstranil, jako zlatý prsten – musí být odlomen pomocí specifické techniky. Tvrdost, díky které je karbid tak účinný pro aplikace opotřebení, je neoddělitelná od křehkosti, která jej činí náchylným k lomu při nárazu.
- "Všechny karbid wolframu jsou stejné": Fráze "karbid wolframu" zahrnuje skupinu jakostí s výrazně odlišnými vlastnostmi v závislosti na obsahu kobaltu, velikosti zrna a dalších karbidových fázích. Třída důlních trsátek s 20 % kobaltu má velmi odlišnou tvrdost, odolnost proti opotřebení a houževnatost od třídy přesných opotřebitelných dílů s 6 % kobaltu a submikronovou zrnitostí. Specifikace "karbidu wolframu" bez označení třídy poskytuje nedostatečné informace pro většinu strojírenských aplikací.
- "Karbid wolframu nelze poškrábat": Zatímco slinutý karbid je ve srovnání s kovy extrémně odolný proti poškrábání, mohou jej poškrábat materiály tvrdší než je on sám – zejména diamant, kubický nitrid boru (CBN) a některé keramické materiály. Brusivo s diamantovým povlakem a CBN brusné kotouče se běžně používají k broušení a konečné úpravě dílů z karbidu wolframu právě proto, že jsou tvrdší a dokážou odstranit materiál z povrchu karbidu.
- "Vyšší kobalt vždy znamená nižší kvalitu": To je nesprávné v kontextu aplikací vyžadujících houževnatost a odolnost proti nárazu. Třídy s vysokým obsahem kobaltu jsou speciálně navrženy pro aplikace, jako jsou důlní hroty a těžké přerušované řezání, kde je primárním požadavkem odolnost proti nárazu. V těchto aplikacích by třída s nízkým obsahem kobaltu vybraná na základě maximální tvrdosti rychle praskla. Správná hladina kobaltu je ta, která poskytuje optimální rovnováhu tvrdosti a houževnatosti pro konkrétní aplikaci – ani univerzálně vysoká, ani univerzálně nízká.
- "Nástroje z karbidu wolframu není třeba nikdy vyměňovat": Nástroje z karbidu wolframu se ve většině aplikací opotřebovávají mnohem pomaleji než ocelové alternativy, ale opotřebovávají se a případně vyžadují výměnu nebo renovaci. Ekonomika tvrdokovových nástrojů je založena na jejich vynikající životnosti – což snižuje frekvenci a náklady na výměnu ve srovnání s méně odolnými alternativami – nikoli na nekonečné životnosti. Pravidelná kontrola a proaktivní výměna při vhodném limitu opotřebení je vždy lepší než provozování tvrdokovových nástrojů až do úplného selhání, které obvykle způsobuje další poškození souvisejících součástí.
Naše produkty //
Související produkty