EN
Raznice z karbidu wolframu: Výhody materiálu, konstrukční aspekty a maximalizace životnosti nástroje
Novinky z oboru-Proč je karbid wolframu předním materiálem pro lisovací nástroje
Lisovací nástroje z karbidu wolframu se staly průmyslovým měřítkem pro velkoobjemové tváření kovů, vysekávání, děrování a progresivní operace lisování, kde jsou požadavky na životnost nástroje, rozměrovou konzistenci a odolnost vůči abrazivnímu opotřebení nespornými požadavky. Výjimečná tvrdost materiálu – typicky v rozmezí od 85 do 93 HRA (Rockwell A) v závislosti na jakosti a obsahu pojiva – je hlavním důvodem, proč karbidové matrice v náročných výrobních prostředích přežijí konvenční alternativy nástrojové oceli 10 až 50krát. Tato mimořádná tvrdost se odvozuje z krystalové struktury částic karbidu wolframu (WC), které jsou na Mohsově stupnici na druhém místě za diamantem, spojené dohromady v kovové kobaltové nebo niklové matrici prostřednictvím procesu slinování v kapalné fázi.
Kromě hrubé tvrdosti, lisovací nástroje z karbidu wolframu nabízejí kombinaci vlastností, které žádný alternativní materiál nemůže napodobit. Pevnost slinutého karbidu v tlaku přesahuje 4 000 MPa – zhruba čtyřikrát větší než u nástrojové oceli D2 – což umožňuje, aby karbidové matrice odolávaly extrémním kontaktním napětím vznikajícím při vysokorychlostním lisování tvrdých materiálů, jako je nerezová ocel, elektrotechnické plechy, slitiny mědi a kalené pružinové ocelové pásy. Nízký koeficient tepelné roztažnosti materiálu a vysoká tepelná vodivost udržují rozměrovou stabilitu při cyklickém zahřívání generovaném v nepřetržitých vysokorychlostních lisovacích operacích, což zabraňuje praskání tepelnou únavou, které progresivně degraduje nástroje z nástrojové oceli při zvýšených rychlostech zdvihů.
Klíčové materiálové vlastnosti karbidu wolframu pro aplikace v zápustkách
Výkon lisovacího nástroje z karbidu wolframu při výrobě je přímo určován konkrétní jakostí zvoleného slinutého karbidu. Karbidové třídy se konstruují změnou velikosti zrna karbidu wolframu, typu a procenta kovového pojiva a přidáním sekundárních karbidů, jako je karbid titanu (TiC), karbid tantalu (TaC) nebo karbid chrómu (Cr3C2). Každá z těchto proměnných vytváří jinou rovnováhu mezi tvrdostí, houževnatostí, odolností proti opotřebení a odolností proti korozi.
Tvrdost a odolnost proti opotřebení
Tvrdost je vlastnost, která je přímo spojena s odolností proti opotřebení v aplikacích s matricemi z karbidu wolframu. Jak obsah kobaltového pojiva klesá z 25 % hmotn. na 3 % hmotn., tvrdost se postupně zvyšuje z přibližně 85 HRA na 93 HRA. Jemné a ultrajemné WC zrnitosti – pod 1 mikron – dále zvyšují tvrdost snížením střední volné dráhy mezi částicemi tvrdého karbidu, což zvyšuje odolnost proti mikrooděru na řezných hranách a poloměrech tváření. Pro lisovací nástroje pracující na vysoce abrazivních materiálech, jako je křemíková ocel, nerezová ocel válcovaná za studena nebo výlisky z práškového kovu, poskytují ultrajemnozrnné třídy s 6–10 % hmotn. kobaltu optimální kombinaci vysoké tvrdosti a přiměřené lomové houževnatosti, aby odolávaly vylamování během lisování.
Lomová houževnatost a odolnost proti nárazu
Lomová houževnatost (K₁c) měří odolnost materiálu vůči šíření trhlin při nárazu nebo rázovém zatížení – vlastnost, která určuje, zda se matrice odštípne, praskne nebo se katastroficky zlomí, když je vystavena náhlému přetížení, chybnému podávání lisu nebo dvojitému úderu. Houževnatost karbidu wolframu se zvyšuje s obsahem kobaltu, v rozmezí od přibližně 8 MPa·m½ při 6 % hm. Co až po více než 15 MPa·m½ při 20–25 % hm. katastrofální lom, a to i za cenu určité odolnosti proti opotřebení. Správný výběr jakosti vyvažuje konkurenční požadavky na tvrdost a houževnatost na základě specifického profilu namáhání dané aplikace.
Pevnost v tlaku a modul pružnosti
Modul pružnosti karbidu wolframu — přibližně 550–650 GPa v závislosti na jakosti — je zhruba třikrát vyšší než u nástrojové oceli. Tato extrémní tuhost znamená, že lisovací nástroje z tvrdokovu se pod tlakem lisu vychylují mnohem méně než ekvivalentní nástroje z nástrojové oceli, což se přímo promítá do užších tolerancí součástí, konzistentnějších rozměrů jednotlivých prvků při progresivních zápustkách a snížených změn odpružení při tvářecích operacích. Vysoká pevnost v tlaku zabraňuje deformaci povrchu zápustky a vtlačení při opakovaném vysokotlakém kontaktu, což je primární mechanismus rozměrového driftu u zápustek z nástrojové oceli pracujících na tvrdých pásových materiálech.
Průvodce výběrem třídy lisování z karbidu wolframu
Výběr správné třídy tvrdokovu pro aplikaci lisovacích nástrojů vyžaduje přizpůsobení vlastností materiálu konkrétní kombinaci materiálu obrobku, rychlosti lisu, geometrie lisu a očekávaného objemu výroby. Následující tabulka shrnuje nejběžněji používané kategorie karbidů pro aplikace lisovacích nástrojů a jejich optimální případy použití.
| Kategorie třídy | Co pojivo (%) | Tvrdost (HRA) | Velikost zrna | Nejlepší aplikace |
| Vysoká tvrdost / nízká Co | 3–6 % | 91–93 | Ultrajemné (<0,5 µm) | Jemné stříhání, přesné děrování tenkého tvrdého proužku |
| Obecný účel | 8–12 % | 88–91 | Jemné (0,5–1,5 µm) | Progresivní razidla, elektrické laminování děrování |
| Střední houževnatost | 13–16 % | 86–88 | Střední (1,5–3 µm) | Blankování středně silné nerezové oceli a slitin mědi |
| Vysoká houževnatost | 18–25 % | 83–86 | Hrubé (3–6 µm) | Těžkorozměrné vysekávání, tvářecí nástroje s vysokým rázovým zatížením |
| Ni-Bonded / odolný proti korozi | 6–12 % Ni | 87–90 | Jemný – střední | Lisování korozivních materiálů, součásti zdravotnických prostředků |
Karbidové třídy s niklovým pojivem si zaslouží zvláštní zmínku pro aplikace zahrnující lisování korozivních pásových materiálů nebo tam, kde součásti matric budou vystaveny agresivním mazivům a chladicím kapalinám. Kobaltové pojivo je náchylné k přednostnímu koroznímu napadení v kyselém prostředí, které degraduje pojivovou fázi a způsobuje urychlené zdrsnění povrchu. Lisovací raznice z karbidu wolframu s niklovým pojivem nabízejí ekvivalentní tvrdost a houževnatost jako třídy kobaltu a zároveň poskytují výrazně lepší odolnost proti korozi v těchto prostředích, což z nich činí preferovanou volbu pro lisování lékařských zařízení a výrobu konektorů pro elektroniku, kde jsou přísné normy na čistotu procesu.
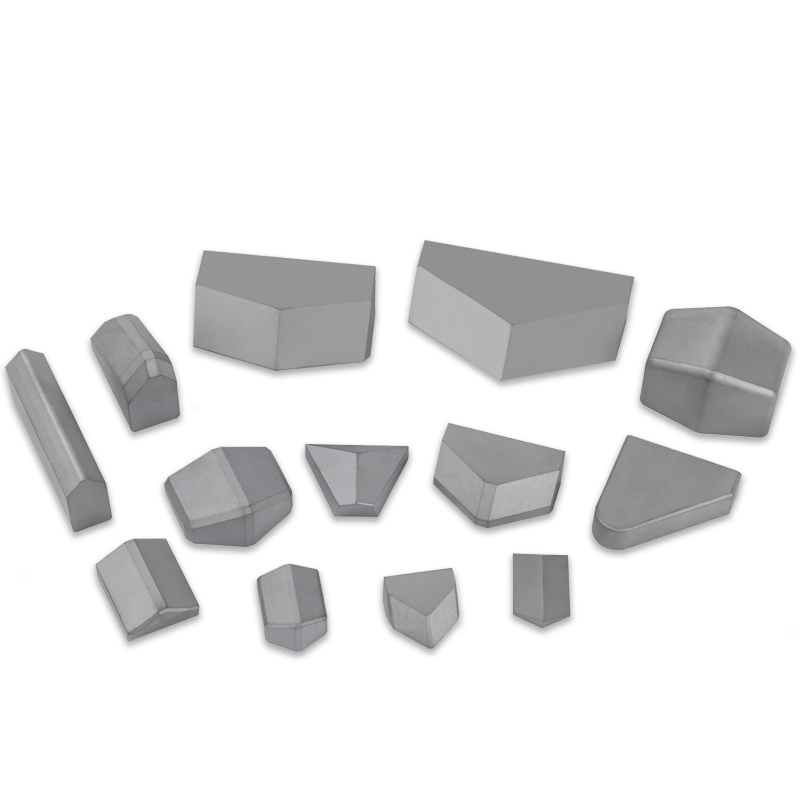
Typy lisovacích nástrojů z karbidu wolframu a jejich konstrukce
Karbid wolframu se používá při konstrukci lisovacích nástrojů v několika odlišných formách, z nichž každá je vhodná pro různá výrobní měřítka, geometrie součástí a ekonomické úvahy. Pochopení dostupných konstrukčních možností umožňuje výrobcům nástrojů a výrobním inženýrům optimalizovat počáteční náklady na nástroje i celkové náklady na díl během výrobního cyklu.
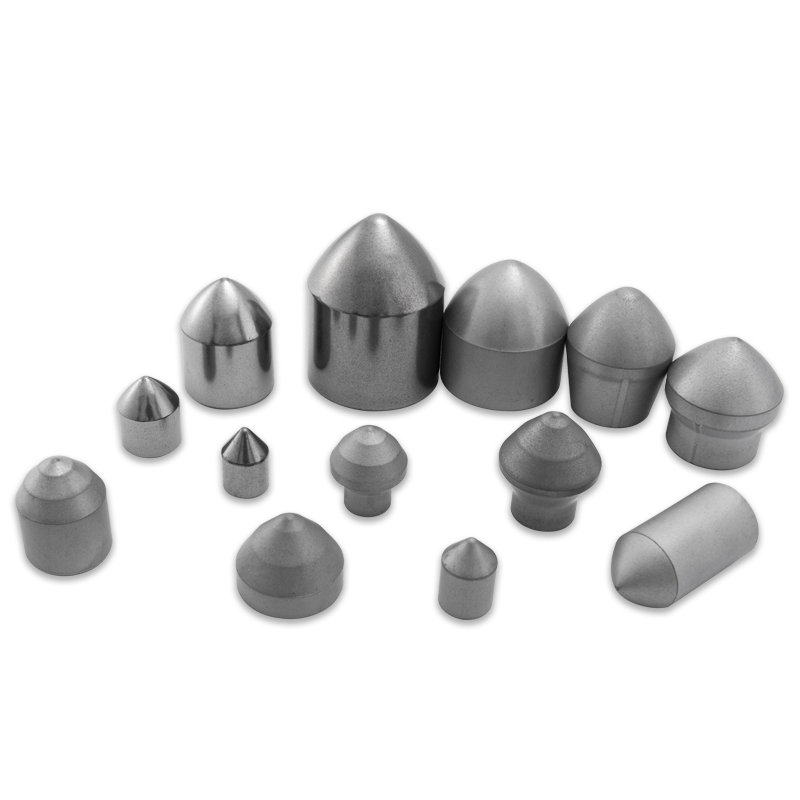
Pevné karbidové raznice
Pevné lisovací nástroje z karbidu wolframu jsou vyrobeny výhradně z jednoho kusu slinutého karbidu. Tato konstrukce je standardní pro razníky s malým průměrem pod přibližně 25 mm, malé zápustky, děrovací vložky a razníky s přesným tvarem, kde kompaktní geometrie umožňuje, aby karbid byl plně podepřen proti namáhání v ohybu a tahu. Pevné karbidové razníky pro lisování svorek konektorů, výrobu olověných rámečků a výrobu elektrických kontaktů běžně dosahují životnosti přesahující 50 až 100 milionů zdvihů na tenkých měděných a mosazných pásových materiálech. Primárním omezením konstrukce z monolitního karbidu je křehkost při zatížení ohybem – monolitní karbidové razníky s vysokým poměrem stran (poměr délky k průměru nad 5:1) jsou náchylné k bočnímu vybočení a vyžadují přesná vodicí pouzdra a minimální vůli mezi razníkem a vodítkem, aby zůstaly v bezpečných mezích napětí.
Konstrukce zápustek s vložkou z tvrdokovu a se smršťováním
Pro větší součásti lisovacích nástrojů – záslepky, tlačítka lisovacích nástrojů, tvarovací vložky a tažné kroužky – se konstrukce z monolitního karbidu stává neúnosně nákladnou a nepraktickou pro výrobu a manipulaci. Průmyslovým standardním řešením je nalisování nebo smršťovací uložení karbidové vložky do ocelového držáku, který poskytuje strukturální podporu, tlumení nárazů a mechanické rozhraní pro montáž matrice. Přesahem mezi karbidovou vložkou a ocelovým držákem se karbid dostává do zbytkového tlakového napětí, čímž se dramaticky zlepšuje jeho odolnost proti trhlinám v tahu během lisování. Typické hodnoty interference pro instalace tvrdokovových lisovacích knoflíků se pohybují od 0,001 do 0,003 palce na palec vnějšího průměru tvrdokovu. Nesprávné uložení s přesahem – buď nedostatečné (umožňující tření a migraci) nebo nadměrné (způsobující praskání obručovým napětím během montáže) – je jednou z nejčastějších příčin předčasného selhání karbidové matrice ve výrobě.
Segmentované karbidové progresivní matrice
Složité progresivní lisovací nástroje, které provádějí vícenásobné vysekávání, děrování, ohýbání a tváření v jednom postupu pásu, jsou často konstruovány se segmentovanými karbidovými vložkami namontovanými v přesných ocelových lisovacích patkách. Každá stanice v progresivní matrici obsahuje vyhrazené páry karbidových razníků a vložek matrice optimalizované pro konkrétní provoz této stanice a podmínky kontaktu materiálu obrobku. Tento segmentovaný přístup umožňuje výměnu jednotlivých opotřebovaných nebo poškozených karbidových stanic bez sešrotování celé sestavy matrice a umožňuje použití různých karbidových tříd na různých stanicích na základě specifického profilu namáhání každé stanice. Velkoobjemové progresivní lisovací nástroje pro lisování laminací elektrických motorů, automobilové konektorové terminály a výrobu IC olověných rámů představují nejsofistikovanější příklady konstrukce progresivních lisovacích nástrojů ze segmentovaného karbidu, přičemž některé nástroje dosahují kumulativních výrobních sérií přesahujících jednu miliardu dílů před velkou přestavbou.

Výroba a broušení lisovacích forem z karbidu wolframu
Výroba lisovacích nástrojů z karbidu wolframu vyžaduje specializované vybavení, nástroje a znalosti procesu, které se zásadně liší od konvenční výroby lisovacích nástrojů z nástrojové oceli. Extrémní tvrdost tvrdokovu znemožňuje konvenční obrábění — veškerý úběr materiálu musí být prováděn pomocí diamantových brusiv nebo elektroerozivního obrábění (EDM) a výběr procesních parametrů přímo určuje výkon konečné formy.
Diamantové broušení karbidových zápustkových profilů
Broušení diamantovými kotouči je primární výrobní metodou pro výrobu plochých povrchů, válcových profilů a úhlových prvků součástí lisovacích nástrojů z karbidu wolframu. Diamantové kotouče s pryskyřicí, vitrifikací a kovem se vybírají na základě broušeného karbidu a požadované povrchové úpravy. Kritické parametry procesu – rychlost kotouče, rychlost posuvu obrobku, hloubka řezu na jeden průchod a průtok chladicí kapaliny – musí být pečlivě kontrolovány, aby se předešlo tepelnému poškození povrchu karbidu, které se projevuje jako mikrotrhlinky, zbytkové tahové napětí nebo transformace povrchové fáze. Povrchové broušení karbidových zápustkových desek vyžaduje aplikaci zaplavovacího chladiva, ostré orovnávání diamantového kotouče a lehké dokončovací průchody pod hloubkou řezu 0,005 mm, aby se dosáhlo jakosti povrchu (Ra pod 0,2 µm) a tolerance rovinnosti požadované pro přesné vůle zápustek.
EDM drát pro komplexní geometrie karbidových matric
Drátové elektroerozivní obrábění (wire EDM) se stalo dominantní metodou pro řezání složitých dvourozměrných profilů v zápustkových deskách z karbidu wolframu, včetně nepravidelných obrysů zaslepování, progresivních otvorů zápustek a přesných tvarových dutin zápustek. Wire EDM odstraňuje materiál řízenou jiskrovou erozí pomocí kontinuálně přiváděné mosazné nebo pozinkované drátové elektrody, díky čemuž je zcela nezávislý na tvrdosti obrobku. Moderní pětiosé drátové EDM systémy mohou řezat součásti karbidových zápustek na rozměrové tolerance v rozmezí ±0,002 mm a dosáhnout povrchových úprav pod Ra 0,3 µm po sekvencích jemného dokončovacího řezu. Kritickým aspektem při elektroerozivním elektroerozivním obrábění z karbidu je přetavená vrstva — tenká zóna znovu ztuhlého materiálu hluboká přibližně 2–10 µm, která obsahuje zbytková tahová napětí a mikrotrhliny. Vícenásobné řezy s klesající energií postupně odstraňují přetavenou vrstvu z předchozích řezů a konečná kvalita povrchu EDM musí být ověřena, aby se zajistilo, že na površích řezných hran nezůstanou žádné zbytky přetavení, které by sloužily jako místa iniciace trhlin ve výrobě.
Lapování a leštění pro kritické povrchy matric
Po broušení a EDM operacích jsou řezné hrany, tvarovací poloměry a vůle povrchů lisovacích nástrojů z karbidu wolframu obvykle dokončeny diamantovým lapováním nebo leštěním, aby se odstranilo jakékoli zbytkové poškození způsobené obráběním a dosáhlo se konečné specifikace kvality povrchu. Ruční lapování diamantovou pastou na přeplátované desky z tvrzené oceli nebo litiny – za použití postupně jemnějších jakostí od 15 µm do 1 µm nebo méně – odstraňuje nerovnosti povrchu a vytváří konzistentní geometrii břitu, která je kritická pro kvalitu řezu a životnost matrice. Pro vysoce přesné přesné stříhání karbidových matric a razidel na mince je vyžadována konečná povrchová úprava pod Ra 0,05 µm na tvářecích plochách, aby bylo dosaženo specifikací kvality povrchu součásti a minimalizována adheze materiálu během lisování.
Optimalizace vůle, mazání a nastavení lisu pro karbidové raznice
Dokonce i nejkvalitnější lisovací matrice z karbidu wolframu předčasně selže, pokud je provozována s nesprávnou vůlí od razníku k matrici, nedostatečným mazáním nebo nesprávným nastavením lisu. Tyto provozní parametry mají předimenzovaný vliv na životnost zápustky, kvalitu dílu a riziko katastrofálního lomu karbidů při výrobě.
Vůle od razníku k zápustce pro karbidové nástroje
Optimální vůle od razníku k matrici pro vystřihovací a prorážecí matrice z karbidu wolframu je obecně těsnější než u ekvivalentních nástrojů z nástrojové oceli – obvykle 3 až 8 procent tloušťky materiálu na stranu u většiny kovů, ve srovnání s 8 až 12 procenty u matric z nástrojové oceli. Užší vůle jsou umožněny vynikající odolností karbidu proti opotřebení a rozměrovou stabilitou a vytvářejí čistší řezné povrchy s menším převalováním, hloubkou leštění a úhlem lomové zóny. Příliš malá vůle však soustřeďuje řezné síly na tvrdokovové řezné břity, což urychluje vylamování břitu a zvyšuje riziko prasknutí razníku nebo zápustkové desky. Optimalizace vůlí by měla být ověřena zkoumáním kvality řezné hrany pomocí kalibrovaného optického komparátoru nebo rastrovacího elektronového mikroskopu, aby se potvrdil požadovaný úhel lomové zóny a výška otřepu před tím, než se zahájí výrobní množství.
Požadavky na mazání
Správné mazání je rozhodující pro maximalizaci životnosti karbidové raznice snížením tření na rozhraní razníku s materiálem, zabráněním nabírání materiálu (zadírání) na površích raznice a řízením teploty raznice během vysokorychlostního provozu. Pro většinu karbidových progresivních lisovacích operací na oceli a pásech z nerezové oceli poskytuje dostatečné mazání lehce viskózní sírový nebo chlorovaný vysokotlaký lisovací olej nanášený válečkovým nanášecím zařízením nebo stříkacím systémem při kontrolované hmotnosti filmu 0,5 až 2,0 g/m². Na měděných a mosazných pásech jsou vyžadovány nechlorované přípravky, aby se zabránilo korozivnímu zabarvení. Maziva se suchým filmem – včetně sirníku molybdeničitého a povlaků PTFE nanesených na pás – se používají v aplikacích, kde je kontaminace lisovaných dílů olejem nepřijatelná, jako je elektrický kontakt a výroba lékařských zařízení.
Tiskové požadavky na ochranu karbidových zápustek
Křehkost karbidu wolframu při namáhání v tahu a ohybu znamená, že karbidové lisovací nástroje jsou vysoce citlivé na nesouosost lisu, chyby rovnoběžnosti skluzu a excentrické zatížení, které by nástroje z nástrojové oceli tolerovaly. Provoz karbidových zápustek v opotřebovaném nebo nesprávně seřízeném lisu je jedním z nejrychlejších způsobů, jak způsobit předčasné selhání zápustky. Lis používaný pro nástroje z tvrdokovu by měl vykazovat rovnoběžnost mezi posuvem a ložem v rozsahu 0,010 mm po celé ploše matrice a hydraulickou ochranu proti přetížení nastavenou na 110–120 procent vypočítané řezné síly, aby se zastavila dráha lisu v případě chybného podávání nebo dvojitého úderu, než dojde ke katastrofickému poškození matrice. Snímače ochrany zápustek s rychlým odpojením – monitorování posuvu pásu, vyhazování dílu a vychýlení ochranného kolíku zápustky – jsou standardním vybavením progresivních karbidových linek zápustek a rychle se vyplácejí díky prevenci jediného katastrofického lomu karbidu.
Údržba, ostření a renovace karbidových lisovacích nástrojů
Jednou z významných ekonomických výhod lisovacích nástrojů z karbidu wolframu oproti nástrojové oceli je schopnost repasovat opotřebované nástroje přesným přebroušením řezných ploch, obnovením ostrých řezných hran a správnou geometrií vůle. Dobře udržovaná karbidová matrice může být typicky přeostřena 20 až 50krát, než akumulovaný úběr materiálu sníží matrici pod specifikaci minimální výšky, což poskytuje celkovou životnost mnohonásobně delší než počáteční životnost nástroje mezi broušením.
- Monitorování indikátorů opotřebení: Zaveďte protokoly pro monitorování výroby, které sledují výšku otřepů na lisovaných dílech, hloubku převrácení řezné hrany a trendová data tonáže lisu jako indikátory progresivního opotřebení matrice. Zahájení přebroušení při prvních známkách vývoje otřepů – spíše než spuštění, dokud kvalita dílu neodpovídá specifikaci – minimalizuje úběr materiálu požadovaný na cyklus přebroušení a maximalizuje celkový počet cyklů přebroušení, které jsou k dispozici předtím, než matrice dosáhne výšky odpadu.
- Povrchové broušení pro přebroušení: Přebroušení čela tvrdokovu se provádí na přesné povrchové brusce pomocí diamantového hrncového kotouče s pryskyřicí nebo segmentového diamantového čelního kotouče. Minimální úběr materiálu na přebroušení by měl být dostatečný k proražení celé oblasti ovlivněné opotřebením – obvykle 0,05 až 0,15 mm na jednu plochu – k vystavení čerstvého, nepoškozeného karbidu s ostrými řeznými hranami.
- Honování hran po přebroušení: Čerstvě broušené tvrdokovové břity obsahují mikroštípací a brusné otřepy, které snižují počáteční životnost nástroje, pokud se neřeší před vrácením matrice do výroby. Lehce kontrolované broušení břitu s použitím jemného diamantu nebo kamene z nitridu bóru – odstranění pouze 0,005 až 0,020 mm materiálu břitu pod stálým úhlem – zpevňuje geometrii břitu a výrazně prodlužuje životnost nástroje po prvním zásahu po přebroušení.
- Kontrola po každém přebroušení: Po každém cyklu přebroušení zkontrolujte všechny karbidové součásti pod zvětšením (minimálně 10× lupa, ideálně nástrojářský mikroskop), zda nevykazují mikrotrhliny, vylamování hran a nepravidelnosti povrchu, než je znovu nainstalujete do sady matric. Trhliny v součástech karbidových zápustek se budou při výrobním zatížení rychle šířit a způsobí katastrofální selhání – jejich identifikace při kontrole zabrání poškození navazujícího lisu a neplánovaným prostojům.
- Přelakování pro prodlouženou životnost: Povlaky s fyzikální depozicí z plynné fáze (PVD) – zejména TiN, TiCN, TiAlN a DLC (diamantový uhlík) – aplikované na karbidové lisovací povrchy po broušení, mohou u abrazivních materiálů obrobků prodloužit intervaly mezi přebroušením 2 až 4krát. Povlaky DLC jsou zvláště účinné při lisování mědi a hliníku, kde je přilnavost materiálu k povrchu matrice primárním mechanismem opotřebení.
Lisovací nástroje z karbidu wolframu vs. nástrojová ocel: Přímé srovnání
Rozhodování mezi karbidem wolframu a nástrojovou ocelí pro aplikaci lisovacích nástrojů zahrnuje vyvážení počáteční investice do nástrojů a celkových nákladů na vlastnictví během výrobního cyklu. Následující srovnání poskytuje praktický rámec pro toto rozhodnutí napříč nejdůležitějšími výkonnostními a ekonomickými dimenzemi.
| Parametr | Zápustka z karbidu wolframu | Zápustka z nástrojové oceli (D2 / M2) |
| Tvrdost | 85–93 HRA (≈1400–1800 HV) | 58–65 HRC (≈650–830 HV) |
| Typická životnost nástroje | 5–50 milionů úderů (v závislosti na aplikaci) | 100 000–1 milion úderů |
| Počáteční náklady na nástroje | 3–8× vyšší než nástrojová ocel | Základní linie |
| Cena za díl (velký objem) | Výrazně nižší | Vyšší kvůli časté výměně |
| Rozměrová stabilita | Vynikající (vysoký modul) | Dobrý (nižší modul) |
| Odolnost proti nárazu / otřesu | Střední (křehký – v závislosti na třídě) | Dobrý – Výborný |
| Obrobitelnost / Opravitelnost | Obtížné (pouze diamant / EDM) | Dobré (konvenční obrábění) |
| Nejlepší pro | Velkoobjemové, abrazivní materiály, úzké tolerance | Prototypy, malý objem, složité 3D tvarování |
Bod ekonomického přechodu – objem výroby, nad nímž nižší náklady karbidu na díl kompenzují jeho vyšší počáteční investici do nástrojů – se obvykle pohybuje mezi 500 000 a 2 miliony dílů v závislosti na složitosti matrice, tvrdosti materiálu obrobku a intervalu přebroušení dosažitelného u každého materiálu. U jakéhokoli lisovacího programu, u kterého se očekává, že přesáhne 2 miliony dílů, analýza celkových nákladů na vlastnictví téměř všeobecně upřednostňuje konstrukci lisovacích nástrojů z karbidu wolframu před alternativami z nástrojové oceli.
Naše produkty //
Související produkty