EN
Vše, co potřebujete vědět o vrtacích nástrojích z tvrdokovu
Novinky z oboru-Nástroje pro vrtání hornin z karbidu wolframu jsou páteří moderních vrtných operací při těžbě, stavebnictví, těžbě a geotechnických pracích. Ať už brousíte žulou v povrchovém dole nebo kotvíte základy do tvrdého vápence, výkon vašeho vrtáku závisí téměř výhradně na kvalitě a provedení tvrdokovových nástrojů na řezné ploše. Tato příručka obsahuje vše praktické, co potřebujete vědět – od toho, jak tyto nástroje fungují, až po to, jak vybrat ten správný a udržet jej v provozu déle.
Co dělá karbid wolframu tím správným materiálem pro vrtání hornin
Karbid wolframu (WC) je kompozitní materiál vyrobený slinováním částic karbidu wolframu s kovovým pojivem — nejčastěji kobaltem. Výsledkem je výjimečně tvrdý materiál s tvrdostí podle Vickerse v rozmezí od 1 400 do 1 800 HV, díky čemuž je mnohem tvrdší než ocel, přičemž si stále zachovává dostatečnou houževnatost, aby absorboval opakované rázové zatížení, které vyžaduje vrtání hornin.
To, co odlišuje karbid wolframu od jiných tvrdých materiálů, je jeho kombinace vlastností. Čistá keramika je tvrdší, ale příliš křehká pro příklepové vrtání. Nástrojová ocel je houževnatější, ale příliš rychle se opotřebovává proti abrazivnímu kameni. Karbid dosahuje rovnováhu, kterou praktické vrtání vyžaduje: odolává abrazivnímu opotřebení, dobře zvládá tlakové zatížení a lze jej přesně brousit do specifických geometrií vhodných pro různé typy hornin a metody vrtání.
Obsah kobaltového pojiva je jednou z nejdůležitějších proměnných ve složení karbidů. Vyšší procento kobaltu (12–16 %) zvyšuje houževnatost a odolnost proti nárazu, takže je vhodný pro rozbité nebo heterogenní horniny. Nižší obsah kobaltu (6–8 %) vytváří tvrdší třídu odolnější proti opotřebení, která je vhodná pro homogenní, vysoce abrazivní útvary, jako je křemenec nebo pískovec. Volba špatné třídy pro vaši formaci je častou příčinou předčasného selhání nástroje.
Hlavní typy nástrojů pro vrtání hornin z tvrdokovu
Termín "nářadí na vrtání hornin z karbidu wolframu" zahrnuje širokou skupinu produktů. Pochopení konkrétního typu nástroje pro vaši aplikaci je prvním krokem k efektivnímu vrtání.
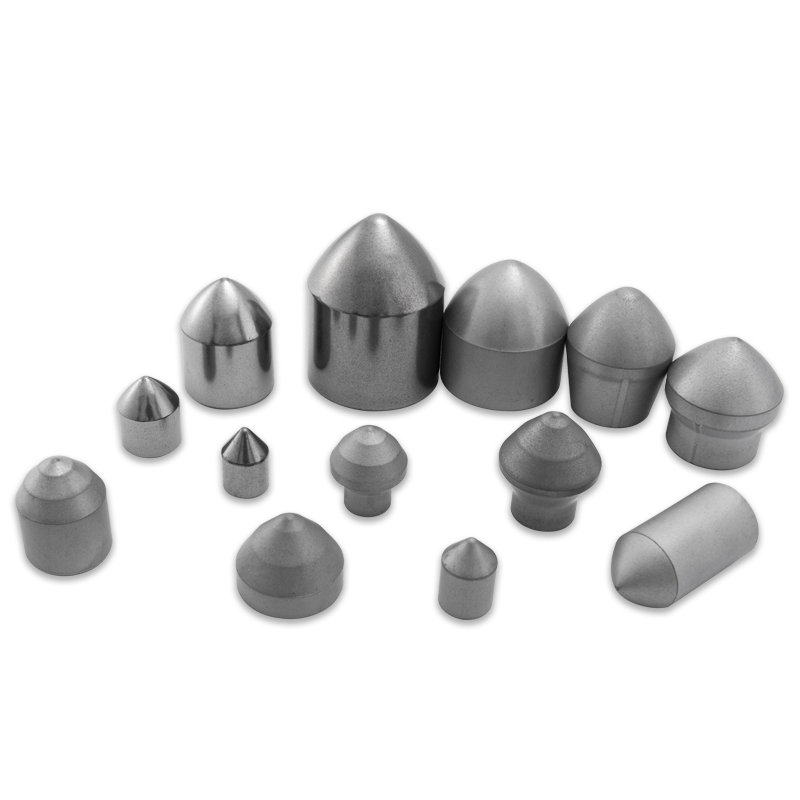
Tlačítkové bity
Knoflíkové vrtáky jsou nejrozšířenějším tvrdokovovým vrtacím nástrojem v povrchové a podzemní těžbě. Kulovité nebo balistické karbidové břitové destičky jsou zalisovány do ocelového těla ve vzoru navrženém tak, aby pokrýval celé čelo vrtáku. Knoflíkové vrtáky se používají v rotačních příklepových vrtacích systémech a jsou k dispozici v konfiguraci s plochým čelem, konvexním (kupolovým) a konkávním, z nichž každá je vhodná pro různé horninové podmínky.
- Kulovitá tlačítka: Nejlepší pro tvrdé, abrazivní horniny; maximální odolnost proti opotřebení.
- Balistická (parabolická) tlačítka: Lepší rychlost průniku do středně tvrdého rocku; doporučuje se tam, kde je prioritou ROP.
- Vejčité knoflíky: Kompromis mezi balistickým a sférickým, běžný u formací se smíšenou tvrdostí.
Křížové bity a X-bity
Křížové bity mají čtyři karbidová křídla uspořádaná do křížového nebo X vzoru připájená do ocelového těla. Běžně se používají při lehkém příklepovém vrtání, jako je vrtání jackleg a drifterové vrtání do měkčích až středně tvrdých hornin. Křížové bity jsou jednodušší na výrobu a přebroušení, díky čemuž jsou ekonomické pro aplikace, kde jsou podmínky formování relativně konzistentní. Ve vysoce abrazivních formách se však opotřebovávají rychleji než knoflíkové bity.
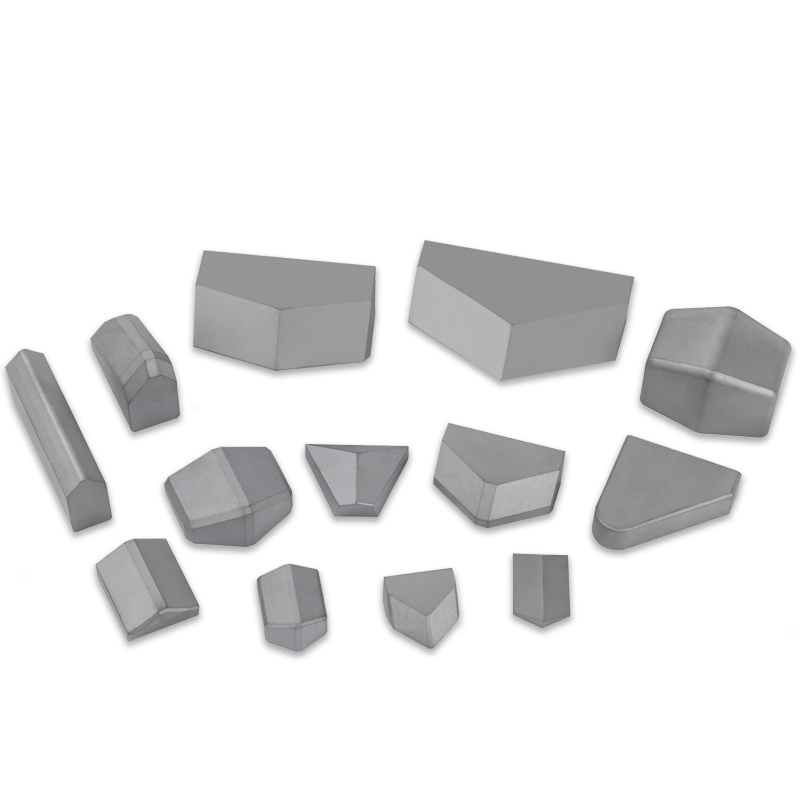
Sekáčové bity
Dlátové bity používají jedinou tvrdokovovou destičku nebo pájený karbidový pás v konfiguraci lineárního řezu. Používají se především pro ruční příklepové vrtačky s menším průměrem, vrtání stavebních kotev a sekundární lámání. Díky jejich jednoduché geometrii jsou levné a snadno se přeostřují, i když jsou omezeny na měkčí horninu a menší průměry otvorů.
Trikonové válečkové bity s karbidovými destičkami
Při rotačním vrtání pro velké tryskací otvory a ropné a plynové aplikace používají trikonové bity vložky z karbidu wolframu zalisované do ocelových zubů rotujících kuželů. Jak se kužely kutálejí přes skalní stěnu, vložky rozdrtí a rozdrtí formaci. Geometrie břitových destiček sahá od tupých polokulovitých tvarů pro tvrdou horninu až po podlouhlé tvary dláta pro měkké formace. Jedná se o vysoce nákladné nástroje, které však nabízejí vynikající rychlost penetrace v rotačních aplikacích s velkým průměrem.
Kladivové bity DTH (Down-The-Hole).
Bity DTH jsou specializovaným typem knoflíkových bitů navržených pro použití s kladivovými systémy, kde se bicí mechanismus pohybuje po vrtací koloně a naráží bit přímo na skalní stěnu. To minimalizuje ztráty energie a dělá vrtání DTH výjimečně účinným pro hluboké díry a tvrdou skálu. Rozložení tvrdokovového tlačítka a geometrie čela bitů DTH jsou navrženy speciálně pro vysokofrekvenční a vysokoenergetické dopady provozu kladiva.
Jak vybrat správný nástroj pro vrtání do tvrdokovu
Výběr správného nástroje pro vrtání z karbidu wolframu zahrnuje přizpůsobení vlastností nástroje čtyřem klíčovým proměnným: typu horniny, metodě vrtání, průměru díry a provozním podmínkám. Správné nastavení přímo ovlivňuje rychlost průniku, životnost nástroje a cenu za metr vrtání.
| Typ skály | Doporučený typ nástroje | Karbidová třída |
| Měkký (vápenec, uhlí, břidlice) | Dlátové udidlo nebo křížové udidlo | Vysoký kobalt (houževnatý stupeň) |
| Střední (žula, čedič) | Knoflíkový bit (balistické vložky) | Střední kobalt (vyvážený stupeň) |
| Tvrdé a abrazivní (křemenec, rohovec) | Tlačítkový bit (kulové vložky) nebo DTH bit | Nízký obsah kobaltu (třída odolná proti opotřebení) |
| Zlomenina / variabilní formace | Křížový bit nebo robustní knoflíkový bit | Vysoký kobalt (odolný proti nárazu) |
| Hluboký otvor rotační (velký průměr) | Trikonový válečkový bit s karbidovými vložkami | Přizpůsobeno tvarovací tvrdosti |
Kromě typu horniny zvažte použitý vrtací systém. Rotační příklepové vrtání (horní kladivo) funguje nejlépe se standardními knoflíkovými bity v hloubkách až 30–40 metrů. Systémy DTH přebírají místo u hlubších otvorů, kde by přenos energie přes dlouhé výplety prutů jinak snižoval účinnost. Čistě rotační systémy vyžadují vkládací bity nebo vlečné bity v závislosti na pevnosti v tlaku formace.

Klíčové ukazatele kvality při hodnocení tvrdokovových vrtáků
Ne všechny nástroje pro vrtání hornin z karbidu wolframu jsou stvořeni sobě rovni. Při porovnávání produktů od různých výrobců nebo při získávání nových nástrojů jsou nejdůležitější tyto ukazatele kvality:
- Velikost karbidového zrna: Jemnozrnný karbid (submikronový) poskytuje vyšší tvrdost a odolnost proti opotřebení. Hrubší zrnité struktury zlepšují houževnatost, ale obětují odolnost proti oděru.
- Tolerance zalisování vložky: U knoflíkových bitů je kritické uložení s přesahem mezi vložkou a ocelovým tělem. Volné uložení způsobuje ztrátu břitové destičky; příliš těsné uložení způsobuje praskání karbidu během lisování.
- Kvalita ocelového těla: Ocelové tělo vrtáku musí být dostatečně pevné, aby odolalo únavovému praskání při opakovaném nárazu. Nízkolegované oceli cementované po obrábění předčí tělesa z měkké oceli v životnosti.
- Konzistence geometrie vložení: Destičky by měly mít jednotnou geometrii a povrchovou úpravu. Nekonzistence ve výšce nebo poloze knoflíku vytváří nerovnoměrné zatížení po celé ploše a urychluje opotřebení exponovaných vložek.
- Konstrukce splachovacího otvoru: Odpovídající a dobře umístěné proplachovací kanály v čele bitu jsou nezbytné pro čištění řezů a chlazení karbidu. Zablokované nebo poddimenzované proplachovací otvory snižují rychlost průniku a zvyšují tepelnou degradaci karbidu.
Jak prodloužit životnost vašich karbidových vrtacích nástrojů
Nástroje pro vrtání hornin z karbidu wolframu představují významnou část nákladů na spotřební materiál pro vrtání. Disciplinovaná správa nástrojů a provozní postupy mohou výrazně prodloužit životnost a snížit náklady na metr.
Přebroušení bitů tlačítek podle plánu
Přebrušování knoflíkových bitů je jednou z cenově nejefektivnějších metod správy tvrdokovových nástrojů. Jak se knoflíky opotřebovávají, vytvářejí se na jejich horní části ploché otěrové plochy, které snižují rychlost průniku a zvyšují spotřebu energie na metr vyvrtané díry. Přebroušení obnoví původní profil knoflíku dříve, než se otěrové plochy příliš zvětší. Základním pravidlem je přebroušení, když plochý průměr opotřebení dosáhne 30–40 % průměru knoflíku. Příliš dlouhé čekání znamená, že na jeden cyklus přebroušení musí být odstraněno více karbidu, čímž se zkrátí celkový počet cyklů přebroušení před vyřazením bitu.
Přizpůsobení síly posuvu a energie nárazu formaci
Běžnou příčinou praskání karbidu a ztráty břitové destičky je provozování nadměrné síly posuvu nebo nárazového tlaku v měkké hornině. Karbid je navržen tak, aby rozdrtil horninu nárazem – pokud je průnik příliš rychlý na to, aby se řezy mohly vypláchnout, vrták se může zvedat a soustředit napětí na jednotlivé břitové destičky. Přizpůsobte posuv, rychlost otáčení a energii úderu pevnosti v tlaku formace. Většina výrobců vrtných souprav poskytuje doporučené provozní parametry pro konkrétní třídy hornin.
Udržování adekvátního proplachování
Nedostatečné proplachování je zodpovědné za významný podíl předčasných poruch karbidových nástrojů. Řezy, které nejsou evakuovány, se zasouvají do dna otvoru a způsobují přebrušování třísek horniny o čelo vrtáku, čímž se urychluje opotřebení. Pro proplach vzduchu dodržujte minimální rychlost vzduchu ve vrtu 15–20 m/s. Pro vyplachování vodou nebo pěnou zajistěte dostatečný průtok pro průměr vrtaného otvoru. Pravidelně kontrolujte a čistěte proplachovací otvory na bitech – i částečné zablokování podstatně snižuje účinnost proplachování.
Správné skladování a manipulace
Karbid wolframu je tvrdý, ale není odolný vůči poškození nárazem. Upuštění bitů na tvrdé povrchy nebo jejich uložení volně do zásobníků, kde o sebe narážejí, způsobí odštípnutí karbidových břitových destiček ještě před uvedením do provozu. Bity skladujte svisle ve vyhrazených regálech nebo v chráněných nádobách s přepážkami. Přepravujte do az vrtací plochy v taškách na nářadí, nikoli volně v krabici na nářadí.
Běžné poruchové režimy a co vám říkají
Zkoumání opotřebovaných nebo vadných nástrojů pro vrtání hornin z karbidu wolframu vám mnoho napoví o tom, zda je třeba změnit výběr nástroje, nastavení vrtáku nebo provozní postupy. Zde jsou nejčastější vzorce poruch a jejich příčiny:
- Rovnoměrné opotřebení všech tlačítek: Normální abrazivní opotřebení — nástroj byl použit správně. Pokračujte přebrušováním.
- Prasklá nebo rozbitá tlačítka: Obvykle označuje nadměrnou energii nárazu pro formování, nesprávný druh karbidu (příliš křehký) nebo vrtání do prázdné nebo chybné zóny. Zvažte přechod na tvrdší karbid.
- Ztráta tlačítka (prázdné zásuvky): Způsobeno nedostatečným zalisováním, únavovým popraskáním ocelové objímky nebo vyboulením, které vytahuje vložky pod boční silou. Zkontrolujte ocelové tělo, zda není prasklé.
- Nerovnoměrné opotřebení (rychlejší opotřebení knoflíků): Běžné, když je otvor příliš velký, což umožňuje, aby se bit driftoval a neúměrně zatěžoval tlačítka měřidla. Zkontrolujte vyrovnání a stav stabilizátoru.
- Tepelná kontrola nebo praskání povrchu tlačítek: Označuje tepelnou únavu z nedostatečného proplachování. Karbid se přehřívá, praská v důsledku rychlého cyklování teploty. Zlepšete tok proplachování a zkontrolujte zablokované porty.
- Eroze nebo vymývání ocelového těla: Proplachovací médium se zařezává přímo do oceli kolem karbidových břitových destiček. Způsobeno recirkulujícími abrazivními částicemi. Zkontrolujte polohu proplachovacího portu a evakuaci odřezků.
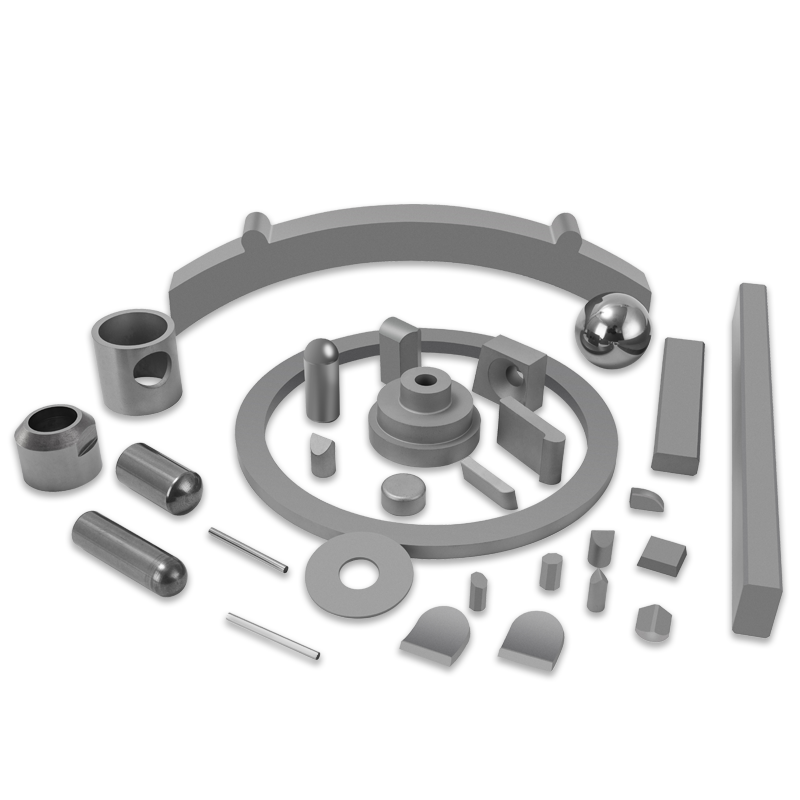
Průmyslové aplikace, kde jsou kritické nástroje pro vrtání karbidových hornin
Hroty a břitové destičky z karbidu wolframu se používají v celé řadě průmyslových odvětví, z nichž každé má specifické požadavky, které ovlivňují konstrukci nástroje a výběr materiálu.
- Povrchová těžba a dobývání: Knoflíkové bity s velkým průměrem a bity DTH se používají pro vrtání trhacích otvorů v otevřených provozech. Průměry vrtáků se obvykle pohybují od 89 mm do 311 mm a životnost nástroje se měří v metrech na bit, což přímo souvisí s náklady na tryskání na tunu.
- Podzemní těžba tvrdých hornin: Knoflíkové bity a křížové bity s menším průměrem se používají při unášení, zastavování a produkčním vrtání. Podzemní podmínky zvyšují složitost – omezený přístup, omezená ventilace a potřeba rychlých výměn bitů zvyšují hodnotu trvanlivých karbidových nástrojů.
- Civilní stavby a tunelování: Tvrdokovové vrtáky se používají pro instalaci skalních svorníků, předdělené vrtání a průzkumné vrtání před čely tunelu. Spolehlivost nástroje je zvláště důležitá v těchto aplikacích, kde neočekávané prostoje zařízení ovlivňují plány projektu a bezpečnost pracovníků.
- Vodní vrty a geotermální vrty: Kladivové vrtáky DTH s karbidovými vložkami jsou široce používány pro vrtání vodních studní přes tvrdé skalní útvary. Tyto aplikace vyžadují vysoký výstup měřiče na bit a spolehlivý výkon v různých formách bez častých výměn bitů.
- Průzkum ropy a zemního plynu: Trikonové bity s vložkami z karbidu wolframu provrtávají tvrdé a abrazivní útvary v ropných a plynových vrtech. V těchto aplikacích je cena bitu menším faktorem ve srovnání s denními náklady na soupravu, takže kvalita karbidových destiček a trvanlivost bitů jsou prvořadé.
Na co se zaměřit při nákupu nástrojů pro vrtání karbidu wolframu
Globální trh s karbidovými vrtacími nástroji sahá od prémiových evropských a severoamerických výrobců až po širokou škálu asijských dodavatelů. Cenové rozdíly jsou značné, ale správnou metrikou pro vyhodnocení hodnoty nástroje jsou náklady na vyvrtaný metr – nikoli kupní cena.
Při hodnocení dodavatelů požádejte o specifikace certifikovaného tvrdokovu včetně velikosti zrna, obsahu kobaltu, tvrdosti (HRA nebo HV) a pevnosti v příčném přetržení (TRS). Renomovaní výrobci poskytují tyto hodnoty a mohou doporučit konkrétní třídy pro vaši formaci. Vyžádejte si data z terénních testů nebo reference z operací v podobných geologických podmínkách. Bit, který stojí o 20 % více, ale vrtá o 50 % více metrů na bit, poskytuje jasnou hodnotu – ale potřebujete data k ověření tohoto tvrzení, než se zavážete dodavateli.
Zvažte také poprodejní podporu: dostupnost služeb nebo vybavení přebroušení, dodací lhůty pro náhradní nástroje a technickou podporu pro řešení problémů se selháním. Provozy ve vzdálených lokalitách těží zejména z dodavatelů s regionálním skladováním a rychlou logistikou, protože prostoje vrtání při čekání na nástroje mohou stát mnohem více než jakékoli úspory na ceně bitů.
Naše produkty //
Související produkty